技术概览: 本案例展示了鞋底模具特氟龙喷涂防粘易脱模的特氟龙喷涂加工工艺。针对橡胶模具喷涂行业的特殊需求,提供定制化的PTFE/FEP涂层方案。
产品简介
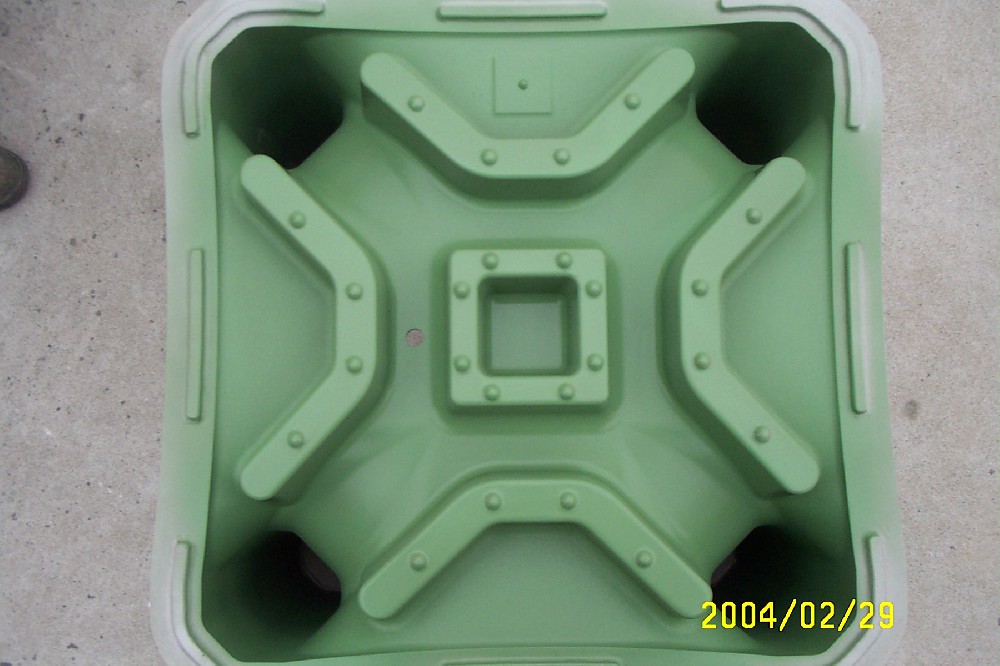
本案例针对鞋底模具(包括胶鞋模、TPR鞋底模具、橡胶鞋底硫化模具等)提供特氟龙/PTFE工业喷涂涂层服务,在模具表面构建稳定的防粘与低摩擦功能层。鞋底纹路普遍复杂,细槽、细孔和深浅不一的图案较多,模腔在长期生产中容易出现粘模、脱模拉伤、残料堆积和清洁困难等问题,直接影响鞋底外观一致性与生产节拍。
通过合理的表面预处理与特氟龙涂层配方,可在不改变鞋底模具结构与关键尺寸的前提下,提升脱模顺畅度,降低成型阻力,减少清理频次和停机时间,帮助鞋材企业更稳定地控制制程品质。涂层以PTFE(铁氟龙/特氟龙)氟塑料为主,根据不同鞋底材料、成型温度及模压方式对体系进行微调,兼顾防粘性能、耐温循环及纹路细节保真度,具体方案以实际评估为准。
所有工艺参数均需结合实际模具状态和现场工况,由工程师确认后再实施。对于报废边缘或存在裂纹、变形的鞋底模具,会先进行可行性判断,以避免重复加工浪费时间和成本。
工况参数
鞋底模具在胶鞋、橡胶、TPR、部分PU发泡等成型工艺中,会经历周期性的加热、压制和脱模,伴随胶料挥发物和助剂析出,对模具表面涂层提出较高要求。以下参数为本类工况的概括性说明,具体数据以实际评估为准:
| 工件名称 | 基材材质 | 介质或工况 | 主要问题 | 涂层体系 | 重点部位 | 交付方式 | 验收重点 |
|---|---|---|---|---|---|---|---|
| 鞋底模具 | 铝合金或钢材,以实际评估为准 | 胶鞋/橡胶鞋底硫化或成型工况,以实际评估为准 | 粘模、脱模不顺、积垢多、清理频繁 | PTFE特氟龙防粘涂层(以实际评估为准) | 模腔花纹面、排气孔周围、细槽细孔区域 | 喷涂加工后整套模具或模腔部件交付 | 脱模效果、花纹清晰度、膜厚均匀性与附着力 |
工艺与涂层说明
鞋底模具特氟龙喷涂加工,需要在防粘脱模性能与纹路细节保真之间取得平衡。涂层过薄,防粘效果可能不稳定;涂层过厚,又可能掩盖细小纹路或对尺寸产生影响。因此,前期会结合鞋底材料类型(如橡胶、TPR等)、模压或硫化温度、成型周期、清洗方式等因素,对适合的PTFE体系及目标膜厚进行评估,具体以实际评估为准。
整体涂层体系通常以PTFE为主,在需要时也可考虑搭配FEP、PFA等同类氟塑料涂层,以改善耐温循环、耐磨损或对某些鞋底材质的释放性能。前处理阶段包括脱脂清洗、去除积碳和残胶,以及必要的喷砂或粗化处理,以获得稳定的附着基础。对定位面、配合面、螺纹孔等非工作区域,会进行遮蔽保护,避免涂层影响装配精度或后续维护。
喷涂施工采用专用喷枪和工装夹具,按设计的工艺参数分层喷涂,控制交叠率和运行速度,使膜厚尽量均匀,同时兼顾鞋底花纹的锐利度和排气孔的通畅。固化/烧结阶段则依据选定涂层体系的温度曲线进行,通过控制升温速度、保温时间和冷却方式,使涂层充分成膜并与基材牢固结合。
对于多联腔或大尺寸鞋底模具,会根据结构特点调整喷涂路线和工装夹持方式,减少阴影区和死角,帮助整体表面获得相对一致的涂层效果。若模具表面存在严重磨损或坑点,视情况可配合修补、补焊或机械加工后再进行喷涂,具体需以实际评估为准。
喷涂加工流程
鞋底模具特氟龙喷涂通常按以下步骤进行,以兼顾加工效率与涂层质量:
- 前期沟通与工况评估:了解鞋底模具材质、使用胶料类型、硫化或成型温度、现有粘模及清理情况,综合评估是否适合进行PTFE涂层处理。
- 拆解标记与遮蔽设计:对模具进行拆解和部件编号,确认需要喷涂和禁止喷涂区域,对定位面、配合面、螺纹孔等位置进行遮蔽方案设计。
- 表面预处理:包括脱脂、去除旧涂层或残胶、适当喷砂粗化等,必要时检测基材表面缺陷,确保为特氟龙涂层提供良好附着基底。
- 特氟龙/PTFE喷涂:按设定粘度及工艺参数进行多道喷涂,控制喷枪角度和距离,重点处理模腔花纹面和细槽细孔区域,兼顾防粘效果与纹路清晰度。
- 固化/烧结:根据选用涂层体系执行升温、保温和冷却过程,使涂层充分成膜并获得稳定的物理与化学性能,具体温度曲线以实际评估为准。
- 检验复装与发货:对膜厚、外观、附着情况进行检查,并对典型鞋底模具进行样件试模验证(如条件允许),确认无误后完成复装、包装和交付。
本案例特殊点:
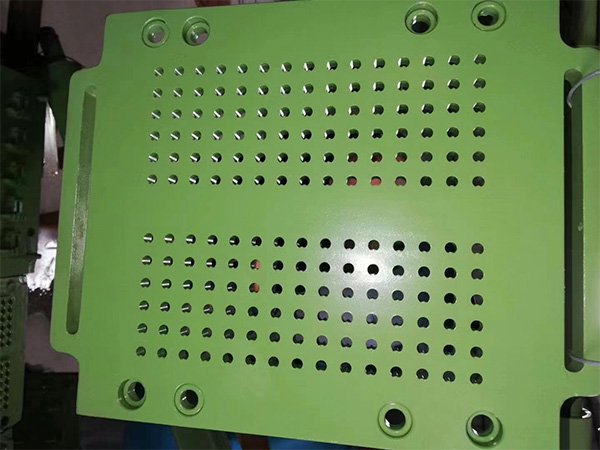
- 鞋底模具花纹多为细槽和立体图案,喷涂工艺需兼顾涂层覆盖与纹路保真,避免堵塞排气孔。
- 不同鞋材(胶鞋、橡胶、TPR等)在硫化和成型温度、脱模习惯方面存在差异,涂层配方和膜厚设定均需以实际工况评估为准。
解决的问题
通过对鞋底模具进行特氟龙/PTFE防粘喷涂,可在实际生产中明显改善粘模和脱模不顺的问题。模具表面形成的低摩擦涂层有助于减小鞋底与模腔之间的粘附力,使成型后的鞋底更容易从模具中脱离,降低拉伤与表面缺陷的风险,有助于保持鞋底外观一致性。
防粘涂层还能减少胶料、助剂及炭化物在模腔和细槽处的堆积,使模具的清理难度降低,清理周期相对延长,减轻人工清理强度和停机时间。在合理使用和维护条件下,鞋底模具的生产稳定性和良品率有望得到改善,但实际改善幅度需要结合具体工况测试后确认。
对于存在轻微磨损或局部积垢的旧模具,通过前处理加特氟龙喷涂,也有助于一定程度上改善表面状态,为继续使用争取更多空间,是否合适则以实际评估为准。
适用行业与场景
鞋底模具特氟龙喷涂适用于以胶鞋、橡胶鞋底、TPR鞋底为主的鞋材生产企业,包括运动鞋、休闲鞋、劳保鞋、童鞋等相关工厂的模具车间。对于使用硫化成型、压缩成型、部分注压成型以及局部发泡成型等工艺的鞋底模具,都可以根据工况条件评估是否适合采用PTFE防粘体系。
除整套新制鞋底模具外,也适用于在产老模、翻新模具、局部易粘模腔块等工件的防粘处理。对于生产节拍较快、停机成本较高的鞋材企业,通过合理使用特氟龙喷涂工艺,有助于在稳定质量的前提下减少不必要的停机清理。
常见问题(FAQ)
1、鞋底模具特氟龙喷涂后能使用多久?
涂层使用寿命与鞋底模具材质、成型温度、胶料类型、脱模方式、清洗工具等因素有关。在合理工况和正常保养前提下,一般可经历一定数量的成型循环,具体周期需要结合实际模具和工况测试,以实际评估为准。
2、鞋底模具喷涂PTFE会不会影响花纹清晰度?
在设计鞋底模具特氟龙喷涂方案时,会尽量控制涂层膜厚,并优化喷涂路线,以减少对细小纹路和字体的影响。但对于极微小或已存在磨损的花纹,仍有可能出现细节略有弱化的情况,是否可接受建议结合样件或局部试喷效果确认。
3、橡胶鞋底硫化工况下,特氟龙涂层是否耐温?
常用PTFE类涂层在一般橡胶鞋底硫化温度范围内具有一定的耐温能力,但具体耐温上限与涂层体系配方、加热曲线和保温时间有关。若工况接近极限温度或伴随频繁温度冲击,需在项目前期详细沟通,由工程师评估后选型。
4、已有旧鞋底模具表面有划伤,还能做特氟龙喷涂吗?
若划伤较浅,通常可通过前处理和适当粗化后再进行喷涂;若鞋底模具出现较深划伤、塌陷或结构损伤,则可能需要先进行机械修补或重新加工,是否适合喷涂需根据现场检测结果判断,以实际评估为准。
5、TPR鞋底成型模具喷涂后清洗方式要改变吗?
推荐使用软质工具和相对温和的清洗方式,尽量避免硬金属工具敲刮鞋底模具涂层表面,以延缓涂层磨损。若必须使用化学清洗剂,应提前确认其与PTFE涂层的相容性,避免对涂层造成明显腐蚀或溶胀。
6、鞋底模具特氟龙喷涂是否能完全解决粘模问题?
特氟龙/PTFE防粘涂层可以在鞋底模具表面显著降低胶料粘附趋势,但粘模情况还与配方设计、排气状态、模温控制、压制压力等因素有关,通常需要与工艺调整配合使用。是否能达到预期效果,建议通过小批量试模验证,以实际评估为准。
选型建议与咨询
鞋底模具是否适合做特氟龙/PTFE防粘喷涂、如何选择合适涂层体系和目标膜厚,需要结合模具材质、结构、成型温度、胶料类型、产量要求等多项条件综合判断。不同企业在脱模习惯、清洗工具和保养方式上也存在差异,同一涂层在不同现场得到的使用表现可能并不完全相同。
建议在项目前期提供模具照片、现有工况说明及典型缺陷样件,如条件允许,可先寄送部分鞋底模具单腔或分块工件进行试喷验证,依据试模结果再确定大批量加工方案。若您有鞋底模具粘模、清理频繁或脱模不顺等问题,欢迎随时咨询,可由工程师根据实际情况提供更有针对性的喷涂选型建议,以实际评估为准。
版权声明:本案例由 宏远特氟龙 实拍发布,原文链接: https://www.tefulongpentu.com/xjmj/189.html。未经授权禁止转载,专业加工请联系我们。

宏远喷涂工艺部
负责特氟龙喷涂加工的现场施工与工艺把控,覆盖模具脱模、电镀挂具防腐、滚轴耐磨、食品设备防粘等应用场景,确保每件产品涂层质量达标。
下一篇:轮胎模具特氟龙喷涂防粘易脱模处理