技术概览: 本案例展示了吸塑模具特氟龙喷涂提升脱模效率的特氟龙喷涂加工工艺。针对模具耐高温脱模喷涂行业的特殊需求,提供定制化的PTFE/FEP涂层方案。
案例概述
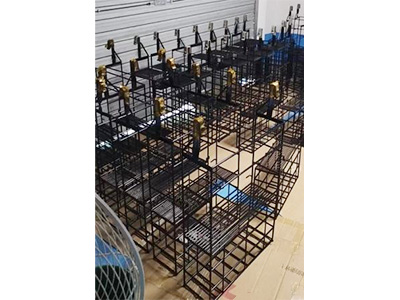
图片这类工件属于典型的吸塑模具,外形是平板式模腔阵列结构,边框位置用于定位与密封,模腔区域负责成型纹理与排气。吸塑热成型时片材在加热软化后被真空吸附到模面,模具表面如果摩擦大或有微粘,就容易出现拉丝、发白、局部拖痕,严重时还会带料或残留薄膜,导致良率波动与清洁频次增加。
这次客户的需求很明确,希望在不改模结构的前提下,把脱模稳定性拉上来,同时让清洁更省时。宏远喷涂给出的方案是对成型面做特氟龙(铁氟龙)不粘涂层处理,以PTFE体系为主,兼顾成型温度下的表面不粘与耐用性。
喷涂工艺与涂层选择
吸塑模具的涂层选型重点不在“越厚越好”,而在于涂层与基材的结合力、表面能控制以及纹理细节的还原度。宏远喷涂在这类模具上通常按下面逻辑执行:
第一步是前处理把基础打牢。成型面会做脱脂清洗,随后进行适配的表面粗化处理,让后续底层有可靠的锚固。吸塑模具很多有细纹和小倒角,前处理需要兼顾粗化与细节保留,避免把纹理打“钝”。
第二步是按工况选择PTFE特氟龙涂层体系。对于以防粘、易脱模、易清洁为目标的吸塑模,PTFE涂层的表面摩擦低,片材不容易在高温软化状态下产生拖拽粘附,脱模手感会明显变轻。若客户的成型温度更高、清洁用溶剂更强或希望寿命再拉长,也会评估PFA等体系,但最终以实际温度、片材类型、脱模方式与清洗流程来定。
第三步是喷涂与固化控制。喷涂会控制膜厚均匀性与边角堆积,模腔角部如果堆得过厚,既影响尺寸也容易在使用中先磨穿。固化阶段则按涂料工艺曲线执行,确保涂层成膜充分、结合力稳定,避免后期出现起皮或粉化。
解决的问题
这套吸塑模具喷涂PTFE后,客户反馈最直接的变化集中在三点。
第一是脱模更顺。片材在模面上滑移阻力下降,真空释放后更容易整体离模,减少了拉丝、拖痕与局部发白的概率,操作员不需要频繁借助外力去撬。
第二是粘料与积碳更少。吸塑生产中常见的残膜、碳化点与胶状堆积,会在粗糙或高表面能的模面上越积越多。特氟龙不粘表面能低,附着力弱,污物更难“咬”住模面,日常擦拭清洁能明显省时。
第三是稳定性更好。脱模稳定后,成型节拍更连贯,停机清洁次数下降,间接减少了因重复清理造成的模面磕碰与划伤,模具表面状态保持得更久。
适用行业与场景
吸塑模具特氟龙(铁氟龙)PTFE喷涂更适合以下场景:
包装与热成型行业的吸塑托盘、泡壳、内衬等制品成型模具,尤其是模腔多、纹理细、对外观一致性要求高的工件。
需要频繁换型或多班连续生产的产线。换型频繁意味着清洁频繁,易清洁的不粘涂层能减少停线时间。
片材容易粘模或容易拉丝的工况。不同材料与配方差异很大,若现场存在“同一套模具不同批次更容易粘”的现象,通常更需要把模面可控性提升上来。
常见问题
吸塑模具喷PTFE会不会影响纹理和尺寸
合理控制膜厚并避免边角堆积,一般不会把纹理盖死。对尺寸敏感的区域需要提前沟通公差与功能面,宏远喷涂会按模面结构分区控制喷涂,必要时对装配定位面做遮蔽处理。
涂层耐温和耐用性够不够
吸塑热成型属于中高温应用,PTFE涂层在常见成型温度范围内表现稳定。真正决定寿命的往往是清洁方式、刮擦频率、是否用硬质工具撬料以及模面是否经常碰撞。现场如果有强溶剂或更高温度要求,可以再评估PFA等方案。
涂层脏了怎么清洁比较合适
不粘涂层的原则是“少刮多擦”。建议用软布或非金属刷配合温和清洗剂清洁,避免用金属刮刀硬撬。若必须去除顽固积碳,也应选择对PTFE更友好的清洁方式,避免把涂层表面划伤。
旧模具能不能直接喷涂
多数旧模具都可以做表面改造,但要先评估是否有深划伤、氧化腐蚀、补焊修复、以及模面平面度问题。喷涂能改善防粘与脱模,但不会把结构缺陷“喷没”。建议提供工件照片与当前问题点,便于判断是否需要先做修复再上涂层。
选型建议与咨询
吸塑模具喷特氟龙(铁氟龙)PTFE,关键是把工况信息补齐,涂层才能选得准、用得久。咨询时建议准备三类信息:一是片材材质与大致成型温度区间;二是当前主要痛点是粘模、拉丝、积碳还是清洁耗时;三是清洁方式与频率,包括是否使用溶剂或硬质工具。
宏远喷涂可以根据模具材质、模面纹理与实际使用工况,给出PTFE或PFA等不粘涂层的匹配建议,并对需要遮蔽的装配面、定位面提前做工艺规划。把工件照片、尺寸范围与使用情况发过来,我们按吸塑模应用给你把方案定稳妥。
版权声明:本案例由 宏远特氟龙 实拍发布,原文链接: https://www.tefulongpentu.com/ytm/368.html。未经授权禁止转载,专业加工请联系我们。

宏远喷涂工艺部
负责特氟龙喷涂加工的现场施工与工艺把控,覆盖模具脱模、电镀挂具防腐、滚轴耐磨、食品设备防粘等应用场景,确保每件产品涂层质量达标。
上一篇:工装托盘特氟龙防粘脱模喷涂
下一篇:石墨模具铁氟龙喷涂提升脱模稳定性