技术概览: 本案例展示了电镀挂具梳齿挂架喷涂特氟龙防粘耐腐蚀的特氟龙喷涂加工工艺。针对电镀挂具喷涂行业的特殊需求,提供定制化的PTFE/FEP涂层方案。
案例概述
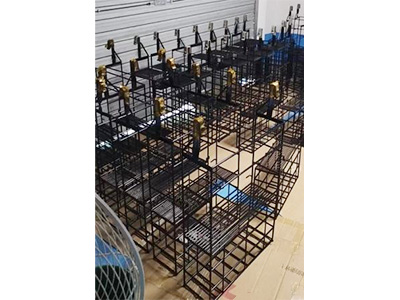
这次到宏远喷涂做涂层的是一套电镀挂具梳齿挂架,外形像“梳子”,一排齿用于分隔工件并提供挂点,上方带安装孔位与弯管支撑。客户现场工况是长期浸泡在电镀液里反复上下槽,挂具表面很容易挂锡、挂镍结瘤,越用越厚,最后出现挂位变形、装夹困难、产品刮伤以及电流分布不稳定等问题。客户希望在不改变原有结构的前提下,把挂具的结瘤与清理频次降下来,保证挂位尺寸和一致性。
喷涂工艺与涂层选择
这类电镀挂具属于“工装件”,要求涂层一方面要耐酸碱、耐溶剂和耐电镀液腐蚀,另一方面要有足够的不粘性,减少金属沉积物在非导电区域的附着。我们给它选用的是特氟龙/铁氟龙体系的PTFE涂层作为主体方案。
工艺上按挂具的实际使用特点来做,重点在两件事:表面附着力和导电位控制。挂具喷砂粗化后进行除油除杂,随后做底涂+面涂的配套,并按工艺曲线烘烤固化,让PTFE形成稳定连续的涂膜。对于需要导电的接触点、压紧点或指定螺孔位,会提前做遮蔽或后处理,避免“全包死”导致导电不良。像图片这种梳齿结构,齿根和焊缝处最容易积液与起皮,我们会把边角覆盖与流挂控制作为检查重点,确保涂层均匀、手感细腻、不起泡。
解决的问题
喷涂完成后,挂具在使用端主要改善集中在以下几方面。第一是防挂锡防结瘤更明显,PTFE表面能低,电镀沉积物在非导电区域不容易“咬住”,清理时不再需要长时间硬刮。第二是耐腐蚀性更稳,挂具长期浸泡在酸碱环境里,黑色涂层能把基材与电镀液隔离,减缓腐蚀与氧化,焊缝区域的锈蚀扩散也会变慢。第三是维护节奏更可控,挂具表面更易清洁,日常冲洗或轻度化学清洗即可,减少停线维护时间,同时能降低因结瘤导致的挂位尺寸变化和工件刮伤风险。
需要说明的是,电镀挂具最终还是要靠“接触点”导电出电流,涂层的价值在于把不需要导电的区域保护起来,并把清理难度降下来。只要前期把导电位、遮蔽范围、上挂方式确认清楚,效果会更稳定。
适用行业与场景
这类电镀挂具特氟龙PTFE喷涂,常见于五金电镀、汽车零部件电镀、卫浴五金、紧固件、端子件、装饰件等产线的挂架/挂具/电镀工装。尤其适合有以下情况的现场:挂具结瘤快、清理费工;挂位刮伤产品;酸碱槽腐蚀导致挂具寿命短;需要做局部绝缘与防沉积控制的工装改造。
常见问题
电镀挂具喷了特氟龙会不会不导电
会导电的位置不能喷死,需要明确接触点并做遮蔽或后处理。宏远喷涂在接单前会让客户标出导电区与禁喷区,按实际挂法去做。
梳齿这种细长结构涂层会不会容易磕掉
梳齿属于高频接触区域,涂层要靠附着力与合理厚度来平衡,过厚容易崩边,过薄耐用性不够。我们通常会根据齿间距、装夹方式和清理方式建议合适的涂层结构,并提醒避免硬物暴力刮削。
黑色PTFE耐酸碱到什么程度
PTFE本身耐化学性很好,但实际寿命还与电镀液配方、温度、机械摩擦和清洗药水有关。若现场有强氧化体系或高温强腐蚀条件,建议把介质与温度范围发过来,便于选用更匹配的特氟龙体系或做结构防护。
选型建议与咨询
做电镀挂具喷涂,建议客户提前准备三类信息:一是挂具材质与焊接结构,二是电镀液介质和清洗方式,三是需要导电的接触点位置与允许的涂层覆盖范围。这样才能把PTFE特氟龙涂层的防粘、耐腐蚀、易清洁优势发挥出来,同时不影响上挂导电与电流稳定性。
如果你手上也有类似的五金电镀挂架、梳齿挂具或电镀工装,结瘤清理频繁、挂位尺寸跑偏或腐蚀严重,可以把现场工况和样件照片发给宏远喷涂,我们会按使用端的痛点给出涂层选择与遮蔽方案建议。
版权声明:本案例由 宏远特氟龙 实拍发布,原文链接: https://www.tefulongpentu.com/ddgj/357.html。未经授权禁止转载,专业加工请联系我们。

宏远喷涂工艺部
负责特氟龙喷涂加工的现场施工与工艺把控,覆盖模具脱模、电镀挂具防腐、滚轴耐磨、食品设备防粘等应用场景,确保每件产品涂层质量达标。
上一篇:电镀滚筒特氟龙喷涂耐腐防粘处理