技术概览: 本案例展示了电镀挂架特氟龙喷涂提升防粘耐腐蚀寿命的特氟龙喷涂加工工艺。针对电镀挂具喷涂行业的特殊需求,提供定制化的PTFE/FEP涂层方案。
案例概述
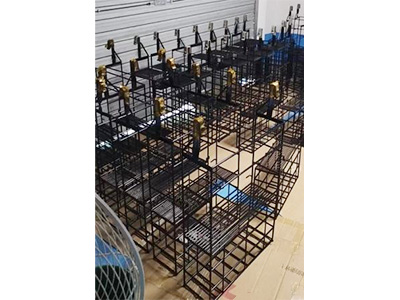
这批工件是电镀生产线上用的电镀挂架,也有人叫电镀挂具或挂架工装。图片里能看到整排立杆与夹持位,属于典型的多工位承载结构,工作时要反复进出前处理、主镀、漂洗与烘干等工序。挂具本体在槽液、清洗液和电流环境里长期循环,常见问题不是结构强度,而是表面越来越难用。
客户的诉求很明确:挂架使用一段时间后,非导电区域容易结镀、挂点周边积垢,清理费时费力,强行刮除还会伤到底材,导致越修越糟。为了解决“越用越脏、越脏越影响品质”的循环,宏远喷涂采用特氟龙(铁氟龙)PTFE体系对挂具非导电区域进行喷涂处理,同时对导电接触点进行遮蔽保留金属接触,保证上挂导电与夹持功能不受影响。
喷涂工艺与涂层选择
电镀挂架的涂层选择,核心是兼顾耐化学、抗粘附和工装尺寸配合。此类工装通常会接触酸碱槽液、表调液、清洗剂,并经历较频繁的机械摩擦与碰撞。综合工况后,本案优先采用PTFE为主的特氟龙涂层体系,在需要更好致密性或更高耐介质的部位,会按工况搭配底涂与面涂结构。
工艺上按挂具类工装的习惯做法执行。首先对旧涂层、氧化层与油污进行清理,并进行表面粗化处理,让涂层有可靠的附着基础。随后根据客户要求对导电部位、夹紧配合面、定位孔位进行遮蔽,避免涂层覆盖造成导电不良或装配干涉。喷涂采用多道薄涂方式控制膜厚,一般控制在几十微米的量级,既保证防粘与耐腐蚀效果,也尽量不改变挂具夹持尺寸。最后按涂层体系进行分段烘烤固化,使PTFE形成稳定的表面特性。
需要强调的是,电镀挂具不是“全包涂”越厚越好。导电路径要保留,挂点要按工艺要求露金属,涂层的边界要处理得干净利落,这样才能做到既不影响镀层质量,又能减少挂具不必要的结镀与积垢。
解决的问题
这次喷涂主要解决了三类现场痛点。
第一类是结镀与挂架粘附。挂具非导电区域如果表面能高,镀液带出后容易形成盐类结晶和金属沉积,久了就变成硬壳。PTFE特性是表面不易粘附,镀液残留更容易被漂洗带走,结垢速度明显降低。
第二类是耐腐蚀与使用寿命。电镀线的酸碱、氧化还原环境对普通喷漆很不友好,容易起泡、脱落。特氟龙涂层对多种化学介质更稳定,配合正确的底涂与固化工艺,可减缓腐蚀对挂具的侵蚀,降低频繁翻新带来的停线成本。
第三类是清洗维护的效率。挂具一旦结垢,通常要靠强碱浸泡或机械刮除。做过PTFE涂层后,日常漂洗更容易,定期维护时也更省力,减少对底材的二次伤害,挂具的平直度与夹持精度更容易保持。
适用行业与场景
电镀挂架特氟龙喷涂常见于以下场景。
它适用于五金电镀、汽车零部件电镀、紧固件滚镀/挂镀、卫浴与装饰件电镀等生产线的挂具工装。也适用于前处理段的浸泡、脱脂、酸洗、活化等工序中需要减少挂具带液与积垢的位置。对于有“非导电区反复结镀、清洗频率高、挂具越用越粗糙”的现场,采用铁氟龙PTFE涂层通常能明显改善维护节奏。
常见问题
电镀挂架喷了PTFE会不会不导电
PTFE本身是绝缘材料,所以导电点必须遮蔽保留金属接触面。宏远喷涂在工前会确认挂点、夹口与电流路径,按实际装夹方式做遮蔽与边界处理,确保导电可靠。
挂具上有旧结镀和旧涂层还能做吗
多数情况可以做,但要先把结镀、盐壳与旧涂层清理到位,再进行表面处理与喷涂。清理方式会根据底材与结构选择,目标是保证涂层附着力,而不是单纯盖住问题。
涂层厚了会不会影响夹持尺寸
挂具夹口、定位面如果有装配公差要求,必须在遮蔽和膜厚控制上提前规划。喷涂采用多道薄涂并控制在合理膜厚范围,必要时对配合面做保留或局部不喷,避免夹不紧或装不上。
耐酸碱到什么程度
不同电镀线用的槽液体系差异很大,包含酸性、碱性、氧化性和温度因素。PTFE总体耐化学性好,但具体还要看介质种类、温度与浸泡时间。把槽液类型、温度区间和工序节拍提供出来,更容易选对体系与工艺。
选型建议与咨询
电镀挂架做特氟龙喷涂,建议客户在询价前把三件事说明白:第一是挂具材质与结构,尤其是夹持位置、导电路径和需要保留金属接触的区域;第二是主要接触的槽液类型与大致温度区间,包括前处理和主镀段;第三是现场最想解决的问题,是结镀难清理、腐蚀起皮,还是夹口磨损后影响装夹。
宏远喷涂接到挂具类工装,会先按工况判断用PTFE、PFA或其他耐化学体系,再确定遮蔽方案和膜厚控制方式,尽量做到不影响导电与装夹,同时把防粘和耐腐蚀效果做出来。你可以把挂架照片、工艺流程和挂点要求发过来,我们按实际使用条件给出可落地的喷涂方案与交期建议。
版权声明:本案例由 宏远特氟龙 实拍发布,原文链接: https://www.tefulongpentu.com/ddgj/359.html。未经授权禁止转载,专业加工请联系我们。

宏远喷涂工艺部
负责特氟龙喷涂加工的现场施工与工艺把控,覆盖模具脱模、电镀挂具防腐、滚轴耐磨、食品设备防粘等应用场景,确保每件产品涂层质量达标。