技术概览: 本案例展示了网纹滚筒特氟龙防粘耐磨处理的特氟龙喷涂加工工艺。针对辊筒滚轴喷涂行业的特殊需求,提供定制化的PTFE/FEP涂层方案。
产品简介
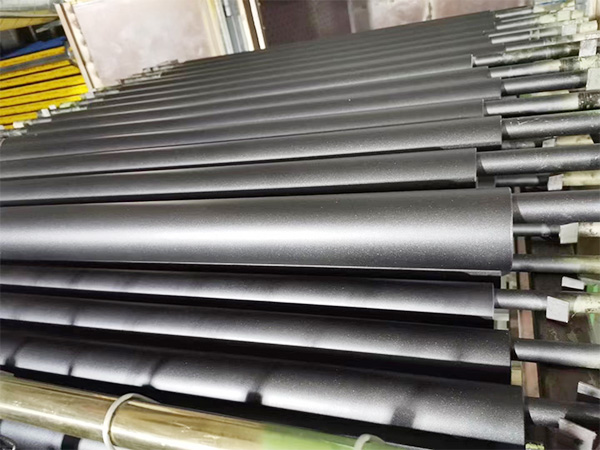
网纹滚筒(又称网纹辊、压花滚筒、纹路滚筒等)广泛用于涂布、复合、转移、压延等工序,承担上胶、计量或成形等关键功能。其表面布满细密网纹,可以实现较为精细的涂布与稳定的介质转移。但在长期运行中,涂料、油墨、胶黏剂等介质容易残留在网穴中,产生堵纹、挂料、局部结皮等问题,增加清洗难度和停机维护频率。
同时,网纹滚筒在工作中会持续与刮刀、基材、颗粒杂质和各类化学溶剂接触,表面可能出现磨损、划伤和腐蚀,导致纹路精度下降、计量不准,影响涂布稳定性甚至造成滚筒提前报废。为了在不改变网纹滚筒结构和纹路形状的前提下改善这些问题,本案例采用以PTFE为主的特氟龙/铁氟龙工业喷涂,在表面构建低表面能、防粘、耐磨、耐化学的功能涂层。
通过合理控制涂层体系和膜厚,在尽量保持原有网纹形貌和计量能力的基础上,弱化介质粘附,提升易清洗性,并对刮刀接触区等易磨损部位提供额外保护。具体配方选择、涂层厚度和固化制度需结合基材材质、网纹深度、线数、工作温度及清洗方式综合评估,以实际评估为准。
工况参数
| 工件名称 | 基材材质 | 介质或工况 | 主要问题 | 涂层体系 | 重点部位 | 交付方式 | 验收重点 |
|---|---|---|---|---|---|---|---|
| 网纹滚筒特氟龙涂层 | 未提供 | 涂布、复合、印刷等连续生产线,接触涂料/油墨/胶黏剂等,以实际评估为准 | 堵纹、挂料、清洗困难,表面磨损和腐蚀影响上胶与转移稳定性 | 以PTFE特氟龙涂层为主,可按工况评估调整 | 滚筒表面网纹区域、两端过渡区及与刮刀接触部位 | 来图或来样加工,喷涂后防护包装发货 | 纹路保真度、防粘与易清洁效果、涂层附着与均匀性等,以实际评估为准 |
工艺与涂层说明
网纹滚筒特氟龙喷涂通常采用PTFE(聚四氟乙烯)为核心涂层体系,根据工况也可评估同类氟塑料方案(如FEP、PFA等),选择时重点考虑使用温度范围、介质种类、刮刀压力、线速度以及对表面摩擦系数的要求。PTFE涂层固化后表面能较低,可显著减弱涂料、油墨、胶黏剂等介质对网纹表面的粘附趋势,有助于降低挂料和结皮现象,便于后续溶剂或在线清洗。
对于网纹类工件,涂层设计的关键在于厚度与均匀性控制。涂层并非越厚越好,过厚可能填平部分纹路,改变有效网穴容积和几何形状,从而影响上胶量和转移性能。因此在工艺制定时,会结合网纹深度、线数和目标计量区间,合理控制单层膜厚和总膜厚,通过调整喷涂枪距离、喷幅、工件转速及往复路径,尽量在覆盖完整的同时降低对纹路形貌的影响。
针对刮刀接触区域及两端过渡区,可在方案允许范围内适当优化底层或局部增强层,以提升耐磨与抗刮伤能力。对于涉及强溶剂、腐蚀性介质或较高温度的涂布线,可在PTFE体系中优先选用耐化学性更好的配方,或评估是否需要多层结构组合,以实际评估为准。
如工况涉及频繁蒸汽清洗、高压水洗或较强碱洗,需要在前期沟通阶段充分说明,以便在底材预处理方式、喷涂工艺与固化制度上进行针对性调整,兼顾附着力和后期维护可行性。
喷涂加工流程
- 工况沟通与方案评估:了解网纹滚筒尺寸、网纹参数(线数、深度)、基材材质、涂布介质、工作温度及清洗方式,综合评估后给出适用的特氟龙涂层方案,以实际评估为准。
- 拆解标识与保护:根据来图或来样,对轴端、轴承位、密封面等不喷区域进行标识与遮蔽,对关键配合面进行保护,避免喷涂和高温固化过程造成影响。
- 表面预处理:对网纹滚筒进行脱脂、除锈、旧层清理,并采用合适的机械喷砂或其他粗化方式处理表面。在保证附着力的前提下,注意避免损伤网纹精度,具体方式以实际评估为准。
- 底层喷涂与预烘:按选定体系喷涂底层,控制喷幅与转速,使涂层均匀附着于网纹表面和刮刀接触区域,随后进行预烘或阶段固化,为面层提供良好结合基底。
- 面层喷涂与高温固化:按设计膜厚分多道喷涂PTFE特氟龙面层,重点控制总膜厚和均匀性,尽量减小对网纹几何形貌的影响,然后按照材料要求进行高温固化,使涂层形成连续致密的防粘耐磨层。
- 检验、包装与交付:对涂层外观、覆盖完整性、重点部位膜厚及基本附着情况进行检验,确认网纹轮廓无明显失真后,进行防护包装并按要求发货,可根据需要提供使用与维护建议。
本案例特殊点:
- 对网纹区域的涂层厚度和均匀性控制要求较高,需要在防粘效果与保留计量能力之间取得平衡。
- 刮刀接触区和两端过渡区磨损工况较重,工艺中针对这些区域进行了重点强化设计,以提升整体使用稳定性。
解决的问题
通过在网纹滚筒表面喷涂PTFE特氟龙涂层,可在以下方面对原有工况进行改善:
- 降低涂料、油墨、胶黏剂在网穴中的残留与粘附,减少堵纹、挂料和结皮现象,缩短停机清洗时间。
- 为滚筒表面提供一定的耐磨和抗刮伤保护,减缓刮刀和基材对网纹的机械损伤,有助于延长滚筒的可用周期。
- 提高表面耐化学性,在合理范围内抵御常见溶剂和清洗介质的侵蚀,改善涂布过程稳定性。
- 在合理控制膜厚的前提下,尽量保持原有网纹精度,辅助维持上胶量和转移均匀性,以实际评估为准。
- 配合规范的预处理和固化工艺,改善涂层附着力,为后续维护和重复清洗提供更稳定的基础条件。
适用行业与场景
网纹滚筒特氟龙防粘耐磨涂层适用于多种需要精细计量与易清洗需求的场景,包括但不限于:
- 水性或溶剂型涂料涂布生产线的网纹辊、上胶辊。
- 软包装印刷、凹版印刷等工艺中的网纹滚筒与转移辊。
- 薄膜、离型纸、防粘纸等复合、压延工序中的网纹辊。
- 涉及胶黏剂、油墨、功能性涂料(如阻隔层、离型层等)的精密涂布线。
- 其它存在介质易粘附、清洗困难且对计量精度有一定要求的网纹类滚筒工况,具体适用性以实际评估为准。
常见问题(FAQ)
1、网纹滚筒喷涂特氟龙后会不会影响网纹深度和上胶量?
特氟龙涂层会占用一定网纹空间,因此需要在方案阶段结合线数、网纹深度和目标上胶量进行膜厚控制。一般通过多道薄喷和工艺优化,可以在改善防粘效果的同时尽量减小对计量性能的影响,具体效果需以实际评估和试样测试为准。
2、网纹辊特氟龙防粘涂层的耐温范围大概是多少?
不同PTFE或其他氟塑料体系的耐温上限有所差异,常规PTFE涂层可在较高温度下短期使用,但连续工作温度、升温和冷却方式都会影响寿命。具体可承受的温度范围需结合所选材料体系和设备工况综合确认,以实际评估为准。
3、涂布线上使用的网纹滚筒是否都适合做PTFE喷涂?
多数涂布、复合、印刷用网纹滚筒都可以评估采用PTFE特氟龙喷涂,但仍需核对基材材质、网纹参数、刮刀压力、工作温度及清洗方式等条件。如存在极端高温、强腐蚀或对计量精度要求特别严苛的工况,需要先通过样辊试喷和小批量验证,以实际评估结果为准。
4、网纹滚筒特氟龙涂层使用一段时间后局部掉块怎么办?
局部掉块通常与前处理、工况冲击或超出设计范围的机械载荷有关。建议先停机检查工况,避免继续在严重掉层区域使用,以免划伤基材或刮刀。通常可通过重新预处理并补喷或重做涂层方式修复,具体可行性需根据滚筒磨损程度和尺寸公差情况进行评估。
5、网纹滚筒能否选择PFA、FEP等其他氟塑料涂层替代PTFE?
部分工况下可以评估采用PFA、FEP等其它氟塑料体系,以改善某些温度或耐化学性能指标。但不同材料对网纹结构的填充程度、附着特性以及施工工艺都有差别,需要根据工况、预算和对计量精度的要求综合选择,以实际评估为准。
6、网纹滚筒寄样喷涂的周期一般多长?
加工周期与滚筒尺寸、数量、预处理难度和当前排产情况有关,一般需包含前期评估、拆装保护、喷涂及固化和检验包装等环节。常规情况下从到货到发出可能需要数天到数周不等,具体时间以双方确认的生产计划为准。
7、提交网纹滚筒特氟龙喷涂需求时需要提供哪些信息?
建议提供网纹滚筒的详细尺寸图或实物照片、基材材质、网纹参数(线数、深度、角度等)、涂布介质类型、工作温度范围、线速度、刮刀形式及材料、清洗介质与方式等信息。如能提供曾使用滚筒的磨损或堵纹情况说明,更有利于制定针对性的涂层方案。
选型建议与咨询
网纹滚筒特氟龙防粘耐磨涂层的选型需要综合考虑工艺类型、介质配方、网纹参数、温度与清洗方式等因素,不同工况下适用的涂层体系和设计膜厚会存在明显差异。建议在正式加工前,先通过沟通工况、确认关键尺寸和性能需求,再由技术人员给出初步方案,以实际评估为准。
如您对自身设备的适配性、涂层寿命或对计量精度的影响存在疑问,可先寄送小样辊或代表性工件进行试喷与验证,也可以提供详细图纸和工况说明进行远程评估。支持来图来样定制加工,欢迎与我们联系咨询具体工艺、周期及注意事项。
版权声明:本案例由 宏远特氟龙 实拍发布,原文链接: https://www.tefulongpentu.com/gz/193.html。未经授权禁止转载,专业加工请联系我们。

宏远喷涂工艺部
负责特氟龙喷涂加工的现场施工与工艺把控,覆盖模具脱模、电镀挂具防腐、滚轴耐磨、食品设备防粘等应用场景,确保每件产品涂层质量达标。
上一篇:治具特氟龙喷涂耐磨防粘易清洁