技术概览: 本案例展示了五金治具定位块PTFE特氟龙喷涂提升耐磨防粘的特氟龙喷涂加工工艺。针对夹治具喷涂行业的特殊需求,提供定制化的PTFE/FEP涂层方案。
案例概述
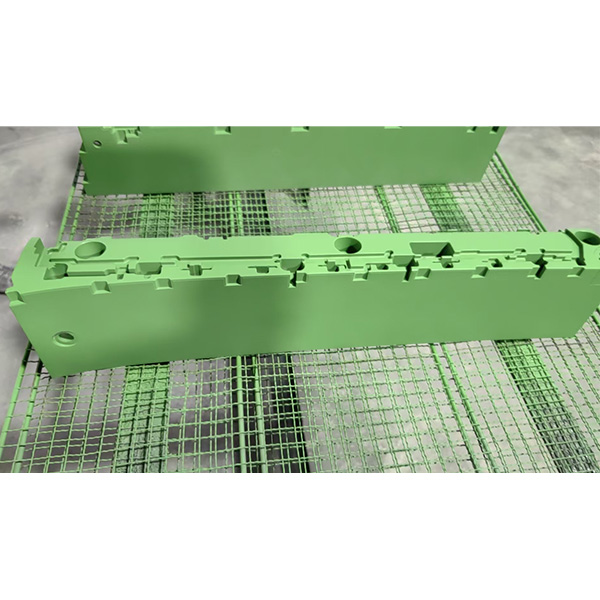
图片这批属于典型的五金加工件治具定位块,外形为厚板块结构,带有多孔位与侧向台阶,常见用在自动化装配、在线检测、压装或点胶等工装上。此类工件在使用中通常有两类接触关系:一类是与产品或夹爪的定位接触,另一类是与导向件的滑动配合。客户反馈前期靠打油润滑能跑,但时间一长定位面容易拉伤发亮,孔位边缘积油粘灰,治具清理频繁,影响节拍与一致性。
这次宏远喷涂的目标很明确:在不改变结构尺寸配合逻辑的前提下,让关键工作面更顺滑、更不容易粘脏污,同时把轻微的干摩擦磨损风险压下去。综合工况后采用铁氟龙/特氟龙体系的PTFE涂层做表面功能化处理。
喷涂工艺与涂层选择
治具类零件喷涂最怕两件事:一是孔位与配合面被“吃厚”导致装配干涉,二是边角磕碰后涂层崩边。我们在前处理阶段先按工装属性做分区,工作面、滑动面与孔位周边作为重点区域,其余非功能区域以防护为主。表面清洁采用脱脂与除污流程,保证油膜、切削液残留被处理干净,否则PTFE附着力会打折扣。
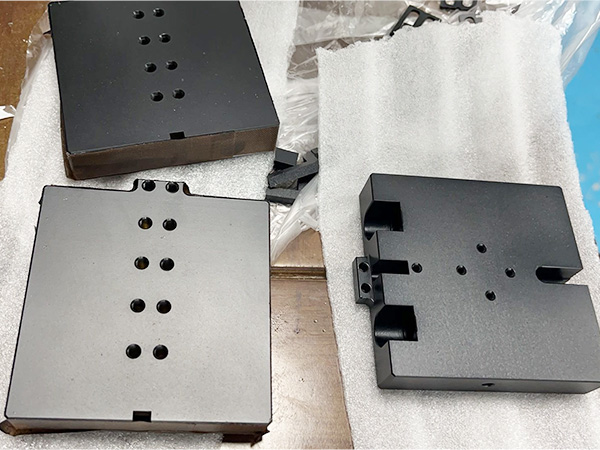
涂层选择上以PTFE特氟龙涂层为主,核心理由是它的低摩擦与防粘特性更适合治具滑动、定位接触的工况。对于需要控制配合精度的孔位、沉头位和基准面,会通过遮蔽与分区喷涂控制上漆范围,避免装配尺寸被涂层影响。固化阶段按涂料体系要求进行烘烤,使涂层成膜稳定,兼顾耐磨与表面细腻度。最终外观呈均匀哑黑色,孔口边缘过渡顺直,便于后续装配与维护。
解决的问题
第一是滑动不顺和卡滞。治具定位块在反复往复过程中,金属对金属的干摩擦容易出现拉毛,轻则手感发涩,重则定位重复精度变差。PTFE铁氟龙涂层提供自润滑表面,能明显降低摩擦系数,让动作更顺,减少“啃伤”现象。
第二是粘污与清理频繁。治具现场常见油雾、粉尘、胶水飞溅,裸金属表面容易挂脏,时间久了形成顽固污渍。特氟龙的防粘与易清洁特性让污染更不容易附着,日常擦拭更省力,停线维护时间也更可控。
第三是孔位与边缘的掉屑风险。孔周若被磨损产生毛刺,容易带出金属屑污染产品或造成装配干涉。分区喷涂后孔口更不容易产生粘屑与拉伤,配合面稳定性更好。
适用行业与场景
这类五金治具定位块PTFE喷涂更适合以下场景:自动化装配线夹具、检测治具、压装定位工装、点胶与涂覆工装、需要反复滑动定位的导向结构件。对“动作顺滑、少粘污、少维护”有要求的产线,用特氟龙/铁氟龙PTFE做功能涂层通常性价比更高。
如果现场同时存在溶剂擦拭、弱酸弱碱清洗等情况,也可以提前说明介质与清洗方式,宏远喷涂会在涂层体系上做更匹配的建议,必要时评估PFA等方案以提高耐化学与耐温余量。
常见问题
治具孔位和配合面会不会喷完装不进去
治具件最关键就是尺寸配合。实际加工中我们会对关键孔位、基准面做遮蔽或限定喷涂区域,并在工艺上控制膜厚范围,尽量不改变装配关系。建议客户提供配合要求或标注关键尺寸区域,便于喷涂前就把风险点处理掉。
PTFE特氟龙涂层耐磨能撑多久
耐磨寿命取决于接触压力、往复频次、是否带粉尘颗粒以及对磨材料。PTFE更擅长降低摩擦与防粘,在“轻载高频、需要顺滑”的治具场景表现稳定;若属于高压重载冲击工况,需要提前说明,我们会评估是否改用更偏耐磨的复合体系或调整结构接触方式。
现场用酒精或溶剂擦拭会不会把涂层擦掉
常规擦拭清洁通常没问题,但强溶剂长时间浸泡、硬质刮擦和尖角冲击都可能加速磨损。建议把实际清洗介质、温度与频次说明清楚,我们会按工况给出更合适的涂层与维护方式。
选型建议与咨询
治具类五金加工件做特氟龙喷涂,建议先确认三件事:第一是哪些面必须保持尺寸精度,哪些面需要防粘自润滑;第二是接触方式是滑动、挤压还是冲击;第三是现场有没有胶水、粉尘、溶剂或清洗工序。把这三点确定后,PTFE/铁氟龙体系就能选得更稳,喷涂分区与遮蔽也更精准。
如果你手上也是类似定位块、滑块、压块、导向件这类夹治具零件,欢迎把图片、材质与使用工况发给宏远喷涂,我们可以按你的配合要求与工作面位置给出喷涂范围建议与涂层选型方案。
版权声明:本案例由 宏远特氟龙 实拍发布,原文链接: https://www.tefulongpentu.com/jzj/362.html。未经授权禁止转载,专业加工请联系我们。

宏远喷涂工艺部
负责特氟龙喷涂加工的现场施工与工艺把控,覆盖模具脱模、电镀挂具防腐、滚轴耐磨、食品设备防粘等应用场景,确保每件产品涂层质量达标。
上一篇:手机治具PTFE喷涂防粘耐磨处理