技术概览: 本案例展示了机加工治具PTFE特氟龙喷涂防粘耐磨的特氟龙喷涂加工工艺。针对夹治具喷涂行业的特殊需求,提供定制化的PTFE/FEP涂层方案。
案例概述
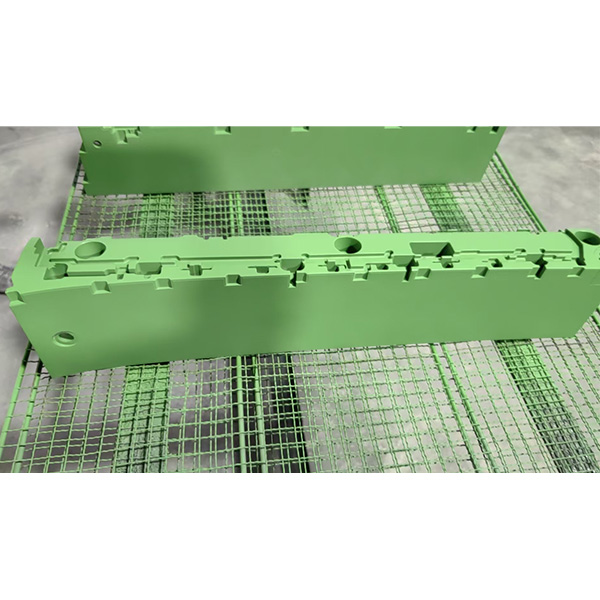
这类机加工治具在现场通常承担定位、压紧、导向或限位的工作。图中工件属于典型的工装治具结构,表面有多处配合面和孔位,长期在油污、切削液、金属屑的环境里反复装夹。客户反馈的问题比较集中:定位面容易挂屑、油泥越积越厚;与工件或滑块接触的位置出现拉伤发亮;拆装时手感发涩,清洁要花时间,治具一脏就影响节拍和稳定性。
宏远喷涂的处理思路是把“容易脏、容易粘、容易磨”的接触区域做成可控的低摩擦表面,让治具在不改变结构的前提下更耐用、好清理、装夹更顺。
喷涂工艺与涂层选择
治具类零件最关键的是尺寸和配合,涂层不能一味追求厚。我们在评估时会先确认哪些面是定位面、滑动面、压紧面以及哪些孔位需要保持导通或配合精度,然后做分区遮蔽与工艺路线设计。
本案采用的是PTFE特氟龙(也常被现场叫作铁氟龙)体系,核心目的是降低摩擦系数并提升防粘与易清洁表现。工艺上通常包含以下步骤:
前处理会先做脱脂清洗,去除加工油和手汗残留;再进行表面粗化处理以建立附着力基础;随后对孔、螺纹、精配合区域进行遮蔽保护,避免涂层进入后影响装配。
喷涂阶段根据工况与基材选择底涂与面涂组合,面涂以PTFE为主,兼顾一定的耐磨性与滑爽度。最后进行烘烤固化,使涂层形成稳定连续的膜层。对于治具定位面,我们更强调膜厚均匀和边角控制,避免边缘堆漆导致装夹干涉。膜厚会按图纸公差与配合要求控制在常见可用范围内,最终以客户装配验证为准。
解决的问题
第一类改善是防粘和不挂屑。治具表面做了PTFE特氟龙涂层后,油泥和细屑不容易“咬”在表面纹理里,日常擦拭更省力,清洁剂用量也能减少。对节拍要求高的工位来说,清洁时间下降往往比涂层本身更有价值。
第二类改善是低摩擦和自润滑手感。定位销、压块、滑动块与治具接触面在反复动作下容易发涩,轻则卡顿,重则拉伤。PTFE的低摩擦特性可以降低干摩擦带来的温升与磨耗,让动作更顺,减少“越用越紧”的情况。
第三类改善是耐磨与保护基体。治具一般是金属基材,硬碰硬容易产生亮斑、拉毛和压痕。涂层相当于增加了一层可控的功能表面,减轻直接磨损。对于需要长期重复装夹的治具,维护周期会更友好。
需要说明的是,特氟龙涂层不是用来替代结构强度的,受力面如果存在尖角硬顶、偏载冲击或刮刀式切削接触,仍要通过倒角、配合改造或增加耐磨垫片来共同解决,效果会更稳定。
适用行业与场景
机加工治具喷涂PTFE特氟龙比较常见的场景包括CNC加工夹具、装配定位治具、自动化线体夹持工装、测试夹具、铝屑和不锈钢屑较多的工位,以及需要频繁清洁换型的生产线。凡是存在油污切削液、粉尘碎屑、反复滑动接触、拆装频繁的治具工装,做一层稳定的不粘低摩擦表面通常都能带来直接收益。
常见问题
治具喷特氟龙会不会影响尺寸和装配
会有膜厚增加的可能,所以必须分区遮蔽并按配合面要求控制厚度。孔、螺纹、定位配合面是否喷涂,需要结合图纸公差和装配方式评估。宏远喷涂通常建议客户提供关键尺寸或样件配合件,一次性把遮蔽区域确认好,减少返工。
PTFE和PFA有什么区别治具该怎么选
PTFE更偏通用型,摩擦系数低,成本和交期相对友好;PFA通常在耐温、致密性和部分耐介质表现上更强,但工艺成本更高。治具以防粘、低摩擦、易清洁为主的,多数用PTFE就能满足;如果同时有更高温度或更强清洗介质,再考虑PFA或复合体系更合适。
喷涂后耐磨能用多久
治具的磨耗取决于接触压力、相对运动方式、是否夹带硬质颗粒以及工位清洁习惯。涂层能显著改善“发涩、挂屑、难清洁”的问题,但如果长期带屑干磨,任何涂层都会被磨穿。现场把吹屑和擦拭做在节拍里,使用寿命会明显更稳定。
选型建议与咨询
治具类喷涂想要效果好,建议在送样前把三件事先确认清楚:第一是哪些面必须保持尺寸与导通,提前标注遮蔽区域;第二是实际工况里接触的是金属、塑料还是橡胶,以及是否会夹带切屑粉尘;第三是最高温度和清洗方式,尤其是是否用强溶剂或碱性清洗剂。
宏远喷涂更习惯按“治具使用动作”来定工艺,而不是只看材料名称。您可以提供工件照片、图纸关键尺寸或说明哪些面需要定位与滑动,我们会把涂层类型(PTFE特氟龙/铁氟龙为主,必要时评估PFA等)、遮蔽方案与膜厚控制范围一起给到建议,方便您直接做装配验证与量产导入。
版权声明:本案例由 宏远特氟龙 实拍发布,原文链接: https://www.tefulongpentu.com/jzj/380.html。未经授权禁止转载,专业加工请联系我们。

宏远喷涂工艺部
负责特氟龙喷涂加工的现场施工与工艺把控,覆盖模具脱模、电镀挂具防腐、滚轴耐磨、食品设备防粘等应用场景,确保每件产品涂层质量达标。
上一篇:机加工治具特氟龙喷涂提升防粘耐磨









