技术概览: 本案例展示了热切刀特氟龙喷涂防粘耐高温加工的特氟龙喷涂加工工艺。针对夹治具喷涂行业的特殊需求,提供定制化的PTFE/FEP涂层方案。
案例概述
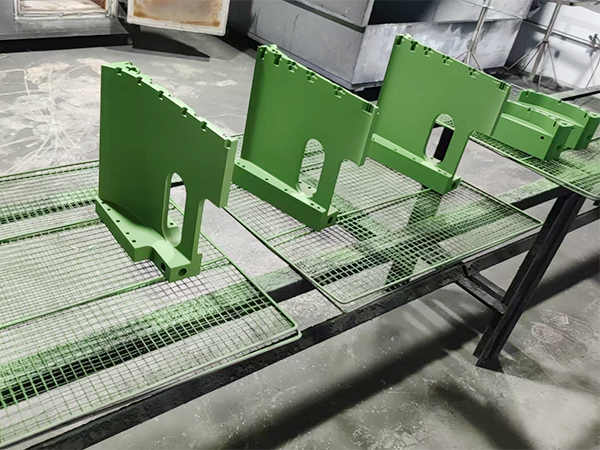
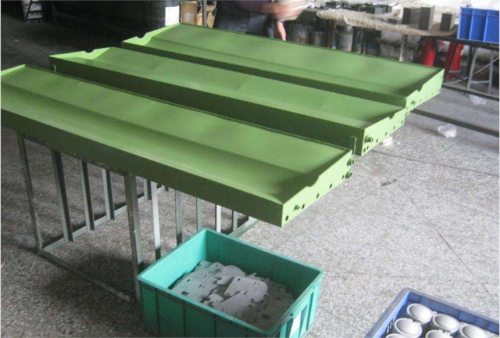
这次进厂的是一批热切刀,典型用在薄膜、无纺布、复合材料带材的热切工位。工件外形以刀片工作面为主,装配面和定位孔位对尺寸配合比较敏感。客户现场反馈的问题很集中:刀面温度上来以后容易粘料,胶状或熔融边料会在刀面形成拉丝和积碳,越用越脏,切口开始出现毛边、拖丝,停机擦刀次数增加,产线节拍被打乱。
这类工况的核心诉求不是“把刀做锋利”,而是让刀在加热状态下不容易粘、积垢少、清理省事,同时涂层要能扛得住反复升温和摩擦。
喷涂工艺与涂层选择
热切刀属于夹具/治具类的工装刀具,表面既要有不粘性,也要有一定耐磨性。宏远喷涂在评估材质与装配要求后,采用PTFE系特氟龙涂层体系为主,并根据刀面使用温区与摩擦情况做配方取舍。
实际加工时,我们会先做来料检查,重点看刀面是否有氧化皮、积碳残留、过往涂层、以及刀口处的磕碰。预处理阶段包含除油清洗、必要的旧膜去除、表面粗化以建立附着力。对定位孔、装配贴合面、以及客户要求不允许堆膜的区域,会做遮蔽保护,避免涂层影响装配与定位。
涂层结构上通常采用底层增强附着与耐磨的体系,上层使用PTFE/铁氟龙为主的不粘面层,让熔融物更难挂住。对于温度更高、清理更频繁的工况,会倾向选用更耐温、更致密的特氟龙体系作为工作面,以降低积碳附着。整体膜厚会控制在不影响刀口几何的范围内,重点保证刀面均匀与边缘过渡平顺,避免出现堆边导致“挂料点”。
解决的问题
热切刀喷涂特氟龙以后,现场最直观的变化是粘料明显减少。原先一旦切到含胶或高熔融材料,刀面很快就会形成一条条拉丝与黑色积碳,清理时还容易刮伤刀面。PTFE不粘层形成后,熔融物与胶状物的附着力下降,积垢不容易“焊死”在刀面上,擦拭清理的阻力小很多。
第二个改善点是切断稳定性。刀面干净时切口更一致,不容易出现拖丝导致的毛边与粘连,产线停机擦刀的频次降低,节拍更稳定。对于连续运行的工位,这一点往往比单纯延长寿命更有价值。
第三个改善点是耐用性。热切工况有热冲击与摩擦双重叠加,如果涂层附着力不足或者选型偏软,容易出现起皮、掉膜。通过预处理、底层增强以及合理的固化工艺,涂层在反复升温与接触摩擦下更稳定,能把“用一段时间就开始粘”的问题往后推,保养周期更可控。
适用行业与场景
热切刀的特氟龙/铁氟龙/PTFE喷涂,适用于需要加热切断且材料容易粘刀的场景,例如薄膜热切、无纺布热切、复合材料带材切断、热封切边工位、部分胶粘材料的热切工装等。只要工件在高温下存在粘附、积碳、难清理的问题,都可以通过不粘涂层来改善使用体验。
如果现场同时存在腐蚀性清洗剂或溶剂擦拭,PTFE系涂层对常见化学介质也有较好的耐受性,能减少刀面被清洗剂反复侵蚀导致的发乌与二次附着。
常见问题
热切刀刀口位置也能喷特氟龙吗
多数情况下会根据切断方式决定。需要保持锋利几何的刀口通常会做遮蔽或做极薄处理,避免膜厚影响切割手感与切口质量。若是刀面为主、刀口为压切或热熔断结构,可以做边缘过渡处理,重点保证不粘而不“堆边”。
喷涂后会不会影响装配尺寸
会有一定膜厚叠加,所以定位孔、贴合面、滑配面通常建议遮蔽处理。宏远喷涂在前期会确认哪些面必须保持金属本体尺寸,哪些面是工作面需要上涂层,再决定遮蔽范围与膜厚控制。
涂层耐温够不够用会不会一加热就变色
热切刀的涂层选型会按实际温区来做,PTFE、PFA等体系各自侧重点不同。变色不一定代表失效,但如果现场温度过高或存在直接火焰烘烤,建议提前说明工况,我们会调整涂层体系并优化固化与涂装结构,让涂层更稳定。
日常怎么清理更不伤涂层
建议优先用软布或非金属刮片做清理,配合温和清洗剂即可。避免用尖锐金属工具硬刮,也不建议长时间浸泡在强腐蚀性介质里。正确的清理方式能明显延长不粘效果的维持时间。
选型建议与咨询
热切刀喷涂不粘涂层,关键在于三点:第一是确认材料特性与粘附来源,是熔融塑料、胶粘剂还是粉尘碳化;第二是确认温区与摩擦形式,决定用PTFE还是更偏耐温耐磨的特氟龙体系;第三是确认装配公差与遮蔽面,避免涂层“涂对了面但装不上”。
如果你手上是热切刀、热封切刀、热刀座等工装,建议提供工件照片、使用材料类型、加热方式与清理习惯。宏远喷涂可以按你的工况给出涂层体系与遮蔽方案,并结合耐高温、防粘、耐磨的需求把工艺做实用,方便你在现场稳定跑产。
版权声明:本案例由 宏远特氟龙 实拍发布,原文链接: https://www.tefulongpentu.com/jzj/387.html。未经授权禁止转载,专业加工请联系我们。

宏远喷涂工艺部
负责特氟龙喷涂加工的现场施工与工艺把控,覆盖模具脱模、电镀挂具防腐、滚轴耐磨、食品设备防粘等应用场景,确保每件产品涂层质量达标。
上一篇:油墨盘特氟龙喷涂提升防粘易清洁