技术概览: 本案例展示了硅胶铝模PTFE特氟龙喷涂提升脱模效率的特氟龙喷涂加工工艺。针对橡胶模具喷涂行业的特殊需求,提供定制化的PTFE/FEP涂层方案。
案例概述
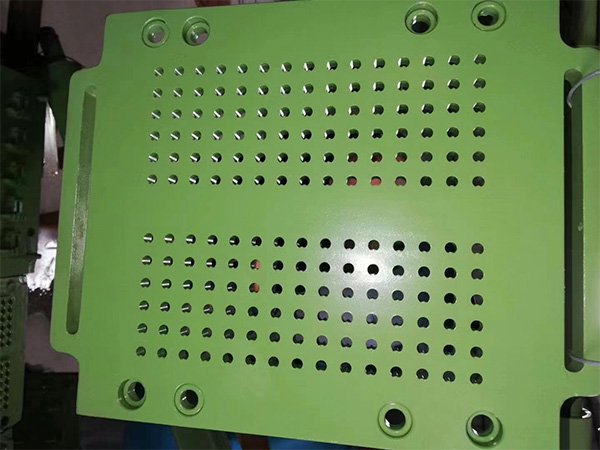
这次客户送来的工件是硅胶铝模,属于硅胶制品常用的成型模具结构。模腔细节多、转角多,生产时温度上来以后,硅胶容易在模面挂料,脱模要靠喷脱模剂才能勉强维持。客户现场反馈最头疼的是两点:一是粘模导致制品边缘拉伤、毛边变大,二是模面残留越积越厚,清理一次要停机很久,模具还容易被刮伤。
宏远喷涂的处理目标很明确:在不改变模具正常尺寸配合的前提下,通过特氟龙/铁氟龙涂层把模面做成稳定的防粘表面,让脱模更顺畅、清理更轻松,并尽量降低脱模剂依赖。
喷涂工艺与涂层选择
硅胶铝模的关键在于附着力和耐温稳定性。铝材导热快,但表面氧化层、加工油污和脱模剂残留会直接影响涂层结合力,所以前处理不能省。
本案按模具实际结构做了分区遮蔽,保证定位面、配合面、装夹面不进涂层。随后进行脱脂清洗与烘干去挥发,结合轻度喷砂/拉毛处理,建立合适的表面粗糙度,让涂层有抓附基础。涂层体系以PTFE为主,根据模具工作温度与脱模要求,配套底涂增强结合力,再做面涂形成低表面能的防粘层。工艺过程中控制膜厚在模具允许范围内,避免把模腔细小文字、纹理“糊掉”。
最后按工艺曲线进行分段烘烤固化,使PTFE涂层形成稳定致密的成膜结构。对局部尖角、流道口等易磨位置,会在不影响装配的前提下做适度加强,保证使用中不容易从边缘起皮。
解决的问题
硅胶制品成型时的粘模并不完全是“温度高”造成的,很多时候是模面能量、残留物和微观粗糙度共同作用。PTFE特氟龙涂层的优势在于表面能低、摩擦系数小,硅胶在模面不容易形成牢固附着,脱模阻力会明显下降。
客户最直观的改善来自三个方面。第一是脱模更稳定,制品边缘拉伤、撕裂的概率下降,毛边更容易控制。第二是积料不容易越堆越硬,停机清理频率下降,清理时用软布和温和清洗方式就能处理,大幅减少用金属工具刮模的情况。第三是脱模剂使用量可以逐步降低,现场气味、油雾和后续清洗负担都会轻一些,模具表面也更耐用。
适用行业与场景
这类硅胶铝模特氟龙喷涂,常见于硅胶按键、密封件、硅胶杂件、硅胶垫片等产品的压模、热压、模压成型工艺。只要现场存在粘模、挂料、清模困难、脱模剂依赖高等情况,通常都能通过PTFE/铁氟龙防粘涂层获得改善。
如果模具同时有较高的温度波动、需要更强的耐化学清洗能力,宏远喷涂也会根据清洗剂类型、模具温度区间与磨损部位,评估是否采用更耐温或更耐清洗的涂层组合,而不是一套配方套所有模具。
常见问题
硅胶铝模喷了特氟龙会不会影响尺寸
涂层是有厚度的,所以必须先确认哪些面能喷、哪些面必须遮蔽。本案对配合面和定位面做了遮蔽处理,模腔区域则以可控膜厚为原则,兼顾脱模与细节保真。对公差特别紧的模具,建议提前提供关键尺寸要求或来件一起评估。
PTFE涂层耐得住硅胶成型温度吗
常见硅胶成型温度区间内,PTFE涂层可以稳定工作。更重要的是按正确曲线固化,涂层结构稳定后,耐温和防粘表现更可靠。若现场有更高温或频繁冷热冲击,需要在选型时说明工况。
涂层用一段时间磨掉了能不能补
模具使用中最先磨损的位置通常在合模边、浇口附近或局部擦碰区域。是否能局部修补要看磨损范围和旧涂层状态。多数情况下需要做表面处理后再重新喷涂,才能保证新旧涂层结合牢靠,避免后期起皮。
模具上有脱模剂残留会不会喷不上
会影响附着力。硅胶脱模剂很多带硅油成分,残留会造成缩孔和局部不附着,所以前处理必须把油污和渗入层尽量清干净。来件如果长期使用且油污重,宏远喷涂会在评估时把清理难度和风险提前讲清楚。
选型建议与咨询
硅胶铝模要想喷涂后好用,关键不是“喷不喷”,而是喷在该喷的位置、选对涂层体系、把前处理和固化做扎实。建议客户在寄件前把模具的成型温度范围、当前脱模剂类型、主要粘模位置以及是否允许涂层进入模腔细纹等信息一并说明,宏远喷涂可以据此给出遮蔽方案与PTFE/特氟龙涂层建议。
如果你这边同类硅胶模具正被粘模、清模耗时、制品拉伤困扰,可以把工件照片、尺寸公差关注点和现场工况发过来,我们按模具结构先做一次工艺评估,再确定喷涂方案与交期安排。
版权声明:本案例由 宏远特氟龙 实拍发布,原文链接: https://www.tefulongpentu.com/xjmj/393.html。未经授权禁止转载,专业加工请联系我们。

宏远喷涂工艺部
负责特氟龙喷涂加工的现场施工与工艺把控,覆盖模具脱模、电镀挂具防腐、滚轴耐磨、食品设备防粘等应用场景,确保每件产品涂层质量达标。
上一篇:硅胶钢模特氟龙喷涂实现稳定易脱模
下一篇:没有了!