做设备的人都遇到过这种情况:物料一粘就清不掉,结垢一上来就掉产能,酸碱一跑就腐蚀,滑动件一干磨就发热。换材质成本高,改结构周期长,很多工况最后还是回到表面处理上。宏远喷涂在河北石家庄做氟树脂涂层多年,接到最多的咨询就是同一句话:我这个零件适不适合做涂层,做完能不能顶住现场。
特氟龙喷涂加工不是把漆喷上去就完事,关键在工况匹配和工艺控制。你关心的防粘、耐腐蚀、耐磨、易清洗、低摩擦、抗结垢,基本都能通过PTFE涂层、PFA喷涂、ETFE喷涂这几类体系去实现,但前提是底材、结构、温度介质、摩擦方式要先讲清楚。
我这工况用PTFE还是PFA还是ETFE
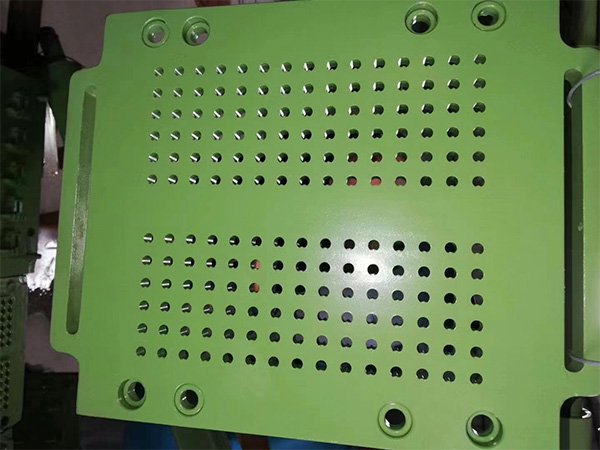
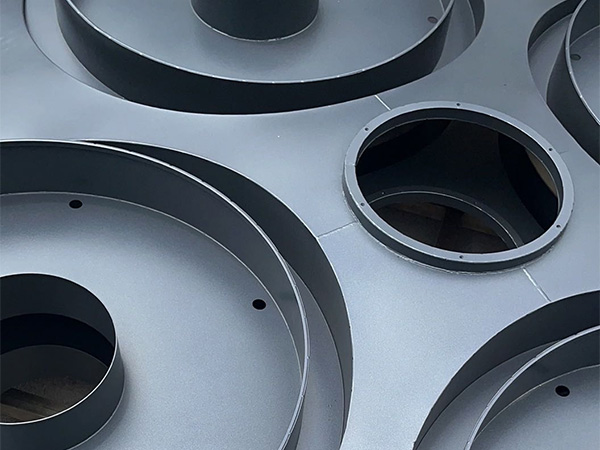
多数客户先问“哪种最耐用”,我们更习惯先问你在现场遇到的痛点。比如粉体和糖浆类最烦的是粘附和挂壁,这类场景通常会优先考虑不粘涂层和低摩擦表面,PTFE涂层的释放性好,做清洗周期延长比较常见。再比如化工槽体配件、泵阀内件,介质带酸碱盐,关注点就落在耐腐蚀喷涂和孔隙控制上,材料体系和烘烤曲线会影响致密性表现。
PFA喷涂在耐温、致密性和耐渗透方面更有优势,适合对清洁度、耐化学性要求更高的场合。ETFE喷涂的机械韧性和抗冲击表现更好,碰撞、装拆、边角受力多的零件更容易看出差别。最终选型还是要把温度范围、介质成分、是否有颗粒冲刷、摩擦副形式这些信息拿出来,宏远喷涂一般会按样件和图纸先做评估,参数以实际评估为准。
还有一个容易忽略的点是结构。深孔、盲孔、窄缝和尖角是涂层薄弱区,工件如果需要装配配合,公差就要提前留出来。很多返工不是涂层不好,而是尺寸链没把涂层厚度算进去。
耐用靠什么工艺细节撑起来
客户想要“喷完耐用”,我们看的是三个环节:前处理、喷涂、固化。前处理做不扎实,后面再贵的氟树脂涂层也容易在边口起皮。常规会按材质做脱脂、喷砂粗化或化学处理,目标是把附着力基础打牢,同时把表面污染源清干净。遇到铸件、焊接件,气孔、夹渣、焊瘤这些问题要先处理,否则后续在高温固化时容易出针孔或鼓包。
喷涂阶段不光是“厚一点更耐磨”。厚度要跟功能走。做滑动和防粘,追求的是表面连续、摩擦系数稳定、清洗不费劲;做耐腐蚀,更看重涂层完整性和致密性。多层体系时,每一层的烘烤温度与时间要匹配材料特性,烘烤不足会影响性能,过烤又可能带来脆化或变色。宏远喷涂在每批次都会按工件形状调整挂具方式和喷涂角度,尽量把边角和内壁覆盖做均匀。
固化完成后,检验不是只看外观。常规会关注涂层外观一致性、针孔风险、附着力表现、关键尺寸复核。工况里有强磨料冲刷的,建议提前沟通是否需要加强耐磨喷涂方案,涂层体系和厚度策略会不一样。
寄件加工前你把这些信息给到位效率更高
宏远喷涂在石家庄,面向全国客户做寄件加工。为了少走返工路,建议你在寄件前把三类信息补齐。第一类是工况信息,介质、温度、清洗方式、是否有颗粒、是否干磨,这些决定材料体系和工艺窗口。第二类是工件信息,材质、是否有焊缝和孔洞、是否要装配配合,有图纸就更省事。第三类是质量关注点,你更在意不粘、耐腐蚀还是低摩擦,还是希望兼顾抗结垢和易清洗,我们会按优先级做方案。
包装也有讲究。涂前件如果边口磕碰、表面油污重,前处理成本会上来,周期也会被拉长。建议用隔板把零件分层固定,边角位置做保护,避免运输摩擦造成划伤。对于需要遮蔽的孔位和导电接地位置,提前标注会更稳妥。
很多客户希望“一次到位”,这完全能理解。我们通常会建议先做小批试喷或做一两件样件验证,现场跑一段时间再定最终工艺。比起在图纸上猜,现场反馈更真实。
常见问题
1. 特氟龙喷涂加工能不能耐高温和耐酸碱
耐温和耐化学性要看涂层体系与实际介质。PTFE涂层、PFA喷涂、ETFE喷涂的侧重点不同,且不同配方与厚度会影响表现。把最高工作温度、介质成分、是否有溶剂和清洗剂提供出来,宏远喷涂才能给到更贴近现场的建议,最终以实际评估为准。
2. 以前喷过掉皮这次怎么避免
掉皮常见原因是前处理不足、底材污染、边角结构应力集中、固化曲线不匹配。建议把旧涂层状态、脱落位置、使用周期、清洗方式说明清楚。我们会从底材处理方式、粗糙度控制、边角圆滑处理建议、烘烤参数窗口去排查,必要时先做样件验证附着力。
3. 涂层会不会影响尺寸装配
会。涂层有厚度,装配配合面、螺纹、定位孔要提前规划遮蔽或预留公差。寄件前给到关键尺寸和装配关系,我们会在工艺上配合控制,避免装不进去或干涉摩擦。
你手上的工件如果正在被粘附、结垢、腐蚀、干磨这些问题拖产能,把工况、材质和照片发过来就行。宏远喷涂可以先做可行性判断,再给到适合的PTFE涂层或PFA/ETFE方案建议。需要寄件加工的,沟通好交期和验收关注点,流程会更顺。