工业现场选特氟龙喷涂,客户最关心的往往不是名字,而是用了以后能不能稳定。设备一旦出现粘料、结垢、清洗费工、介质腐蚀、摩擦阻力大,停机和返工的成本很快就出来了。很多来询盘的客户搜索特氟龙涂层的喷涂方法,重点其实落在两个问题上,一是不同工艺适不适合自己的工件,二是喷完以后能不能真正解决现场问题。
宏远喷涂长期做PTFE、PFA、ETFE这类氟树脂涂层加工,接触过不少输送件、模具件、罐体内壁、辊筒、异形结构件。经验看下来,喷涂方法不能单独谈,必须连着基材、工况、膜厚要求、使用温度和表面效果一起评估。方法选对了,防粘和耐腐蚀性能才能出来;方法选偏了,外观看着完整,实际寿命也可能不理想。
特氟龙喷涂到底怎么做才靠谱
工业上常见的特氟龙加工,一般不是把材料直接喷上去就结束。前处理是很关键的一步。基材表面需要先除油、除锈、去旧层,再做粗化处理,让后续涂层有稳定附着基础。很多工件喷完掉皮、边角起层,不是材料不好,往往是前处理不到位,或者工件结构本身就存在死角、焊缝缺陷、锐边过薄这些问题。
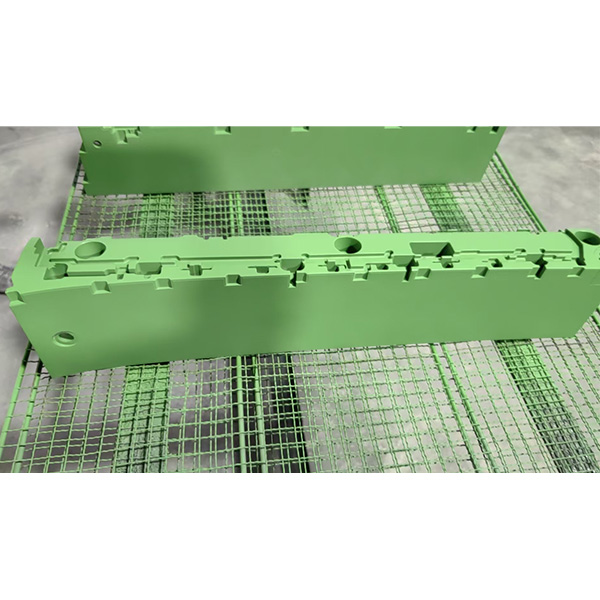
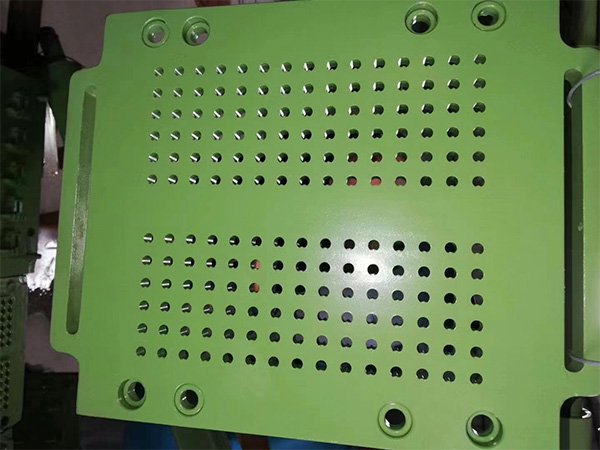
正式喷涂时,会根据材料体系和工件要求安排底层、中层、面层,或者采用单层、双层、多层结构。PTFE涂层更常用于低摩擦和不粘需求明显的部件,PFA喷涂在耐化学性、致密性和表面平整度方面更受工业客户关注,ETFE涂层则常见于更强调机械强度和耐冲击的场景。喷后还要经过受控固化,让涂层形成完整膜层。这里的温度、时间、膜厚控制都直接关系到使用寿命,以实际评估为准。
所以客户问特氟龙涂层的喷涂方法,真正要看的不是某一个工序名称,而是整套工艺是否围绕工件用途来设定。做食品接触件和做化工防腐件,思路肯定不一样。做滑动件和做储槽内衬,对低摩擦、耐磨耗、抗渗透的侧重点也不会一样。
PTFE PFA ETFE怎么选更贴近工况
PTFE涂层的优势很直观,表面摩擦系数低,不粘效果好,清理省力,适合对脱模、走料、易清洗有明确要求的部件。像一些容易挂料、积料、结垢的工件,喷成不粘涂层后,现场维护压力会明显下降。它的短板也要提前考虑,部分高磨损工位或者边角冲击较重的位置,单看防粘还不够,结构和膜厚设计要更谨慎。
PFA喷涂常用于要求更高的耐腐蚀喷涂场景,尤其是介质复杂、清洗频繁、表面需要更细腻致密的工件。很多客户关心涂层是否容易藏污、是否容易被化学介质慢慢侵蚀,这类需求里,PFA往往更受重视。对于一些罐体、管件、治具和接触腐蚀性液体的零部件,选择PFA会更稳妥一些。
ETFE涂层的方向又不同,它在某些工况下更看重韧性、耐冲击和机械保护性能。遇到工件有轻微碰撞、装卸频繁、使用环境较复杂时,ETFE会有自身价值。至于最终用哪种氟树脂涂层,还是要把温度范围、介质成分、表面粗糙度要求、膜厚区间和成本预期一起放进来判断,不能只按材料名称拍板。
客户更在意的不是工艺名而是用了以后省不省事
从使用结果看,客户对特氟龙喷涂加工的评价,大多集中在几个方面。先是防粘,喷完之后物料能不能顺畅脱离,残留多不多。再就是耐腐蚀,酸碱、溶剂、湿热环境下能撑多久。还有耐磨、易清洗、低摩擦、抗结垢这些日常感受,都会直接影响设备停机频次。工业客户不怕前期评估细,怕的是装上去以后问题还在。
还有一个容易被忽略的点,是工件本身是否适合喷。尺寸太大、结构太深、孔槽太密、锐边太多,都会影响膜层均匀性。部分旧件返修也要先确认原层状态、基材变形和腐蚀程度。宏远喷涂在石家庄做全国寄件加工时,一般会先结合图纸、照片、材质和使用环境做预判,能做的工件尽量把涂层方向提早对准,不合适的情况也会提前说明,避免来回折腾。
这也是为什么同样是在找特氟龙涂层的喷涂方法,有的客户最后选的是PTFE涂层,有的则改成PFA喷涂或者ETFE方案。工艺不是越复杂越好,适配才更重要。现场真正需要的是稳定使用周期,而不是只看一层表面效果。
常见问题
1. 特氟龙喷涂后都能达到不粘效果吗

不一定。特氟龙加工确实能明显改善脱模、走料和清洗体验,但不粘效果和工件形状、表面处理、使用温度、物料性质都有关系。高黏度物料、长期高压摩擦工位,评估时要更谨慎,不能只按经验判断。
2. 旧件能不能直接做翻新喷涂
很多旧件可以翻新,但前提是基材还有加工价值。需要先看原有涂层是否能彻底清除,再看基材有没有腐蚀、变形、开裂和尺寸失控的问题。旧件翻新能节约采购周期,不过最终是否适合重涂,还是以实际评估为准。
3. 外地客户怎么做寄件加工更省时间
做法比较直接,先提供工件照片、尺寸、材质、使用工况和需求重点,像防粘、耐腐蚀、耐磨哪一项更关键,要提前说明。宏远喷涂在河北石家庄,面向全国接收寄件加工,前期把信息给全,后续选材、报价和排产都会更顺畅。
工件适不适合做,适合做哪种氟树脂涂层,很多时候不是一句话能定下来。把使用环境和现有问题交代清楚,才能把方案做得更贴近现场。您要是正在找特氟龙涂层的喷涂方法,或者想评估寄件加工是否合适,可以把工件情况发给宏远喷涂先做判断。