很多客户来问特氟龙喷涂,表面需求听起来都差不多,防粘、好洗、耐腐蚀。真到现场一跑,就变成粘料甩不掉、结垢越积越厚、清洗把底材刮花,甚至涂层边口先起皮。做涂层这行久了,问题往往不在“喷没喷”,而在工况、底材、前处理和膜厚怎么配。宏远喷涂在河北石家庄做PTFE/PFA/ETFE涂层代工,面向全国寄件加工,客户常搜的石家庄特氟龙f30喷氟加工,我们也经常接到类似需求,核心还是把耐用度做踏实。
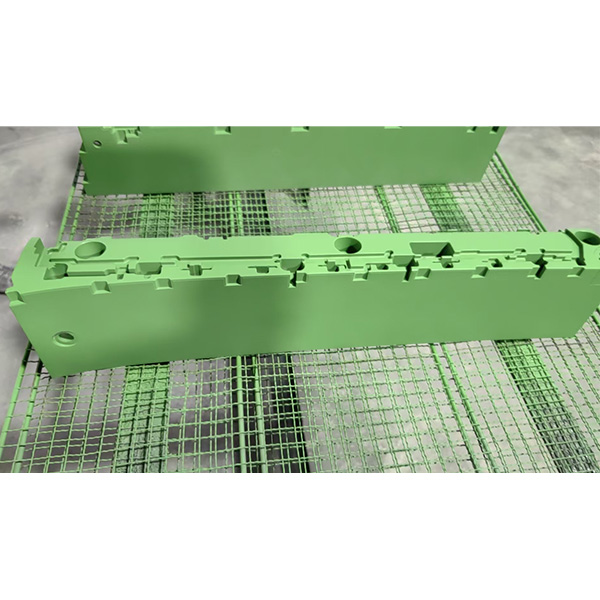
你要的不是一层黑亮漆 而是能扛工况的氟树脂涂层
F30这类喷氟需求,通常是为了拿到低摩擦和不粘涂层效果,同时要求耐介质、耐温差、耐磨耗。PTFE涂层的特点是表面能低,物料不容易挂壁,清洗时间能明显缩短;做在合适的底层结构上,低摩擦能减少刮擦和卡滞。很多设备运行中“越用越难洗”,本质是表面粗糙度上升或局部被介质侵蚀后形成微孔,后续就开始藏污纳垢。
耐腐蚀喷涂并不是所有介质都一把梭。酸碱、溶剂、含氯体系、含氟体系,加上温度和浓度变化,材料选择会不一样。PTFE、PFA、ETFE各有脾气,PFA更适合追求致密性和更好的耐温稳定,ETFE在耐磨和附着体系上有自己的应用空间。宏远喷涂一般会先问清介质、温度区间、是否有颗粒冲刷、是否需要导静电或耐真空,以实际评估为准再确定涂层体系。
客户最在意的还有寿命预期。涂层不是越厚越好,厚了容易内应力大,拐角和边口更容易先出问题;太薄又扛不住磨耗和清洗。我们更习惯用“部位”来谈膜厚,内壁、端面、法兰密封面、螺纹区,处理方式要分开,不然装配尺寸一变就麻烦。
为什么有的喷涂耐用 有的用两个月就起皮
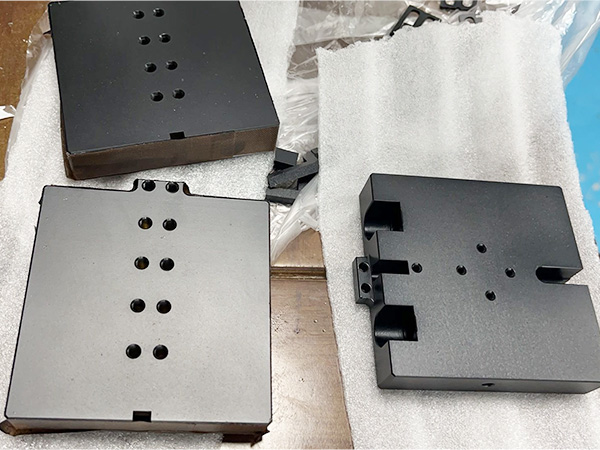
起皮最常见的根子是前处理没做到位。底材表面油污、氧化皮、焊渣、喷砂等级不稳定,都会让附着力变成运气。做氟树脂涂层前,表面粗糙度需要可控,既要给涂层“咬合点”,又不能把基材打出尖峰毛刺,尖峰位置最容易被磨穿。对一些不锈钢件、铝件、碳钢件,工艺窗口也不一样,不能用同一套喷砂参数硬套。

第二个原因是结构和热循环。设备一热一冷,金属和涂层的膨胀系数差别会把应力推到边角处,尖角、薄边、孔口就是高风险区。宏远喷涂在评估时会重点看倒角、圆角半径、焊缝过渡,能优化的尽量优化;确实改不了结构的,会在涂层设计上做分层和边口处理,把风险压下去。
第三个原因是使用环境超出预期。很多工况表面看是“防粘”,实际带着颗粒冲刷、刮刀清理、频繁溶剂擦洗,耐磨和抗划伤就变成主角。我们不怕客户把问题讲得细,反而怕一句“就喷个特氟龙”把关键条件省掉。特氟龙加工做得稳,靠的是把现场因素翻译成工艺约束。
寄件加工怎么走流程 交期和质量怎么落地
外地客户寄到石家庄做喷涂,最容易担心两件事,尺寸变了装不上,返工来回耽误。宏远喷涂接件后会先做来料检查,确认基材材质、表面缺陷、需要保护的装配面。密封面、配合面、导电接地面,通常都要做遮蔽处理,避免喷涂后影响装配。对于有公差要求的零件,我们会把关键尺寸点标出来,涂层区域和非涂层区域分清楚。
工艺上一般包含脱脂清洗、喷砂或等效粗化、底层处理、面层喷涂、分段固化。固化曲线会影响涂层致密性和附着稳定,太急容易出针孔,太缓影响效率且可能带来色差和膜面不均。最终成品会做外观、膜厚、附着相关的过程检查,必要时做试样留档,便于后续同批复现。具体指标仍以工况和实际评估为准,不盲目给不靠谱的“包用几年”。
物流打包也别小看。涂层表面怕硬碰硬的磕伤,尤其是边口位置。寄件时建议用隔离材料分层,重件避免互相挤压;有定位孔或法兰面,最好加保护环。我们也会按件型给出打包建议,减少运输造成的二次伤。
常见问题
1. 石家庄特氟龙f30喷氟加工一般适合哪些零件
常见是料斗、导料槽、搅拌部件、滚筒内壁、阀门部件、治具夹具这类需要防粘和易清洗的部位。遇到强腐蚀介质、温度波动大、带颗粒磨耗的工况,建议把介质成分、温度范围、清洗方式一并提供,便于选PTFE涂层还是PFA喷涂加工、ETFE喷涂加工等体系。
2. 喷完会不会影响尺寸配合和装配
会有影响,所以要提前把配合面和密封面界定清楚。宏远喷涂习惯在接单前确认关键尺寸和允许涂覆区域,必要时做遮蔽或局部不喷。对螺纹、插接配合、滑动配合部位,建议先沟通再发件,避免喷完再返修。
3. 为什么同样叫特氟龙 有的更耐腐蚀有的更耐磨
“特氟龙”在现场经常是统称,真正落到材料是PTFE、PFA、ETFE等氟树脂涂层体系,再叠加不同底层和填料设计,表现会差很多。耐腐蚀、耐磨、低摩擦、抗结垢往往要做取舍和平衡,最终方案以实际评估为准,不建议只按名字选。
需要做石家庄特氟龙f30喷氟加工,建议把零件图纸或实物照片、介质说明、温度区间、清洗方式、期望解决的问题发过来。宏远喷涂在石家庄承接全国寄件加工,我们会按工况把涂层体系和需要注意的尺寸遮蔽点提前确认好,减少返工和停机时间。