很多客户找到宏远喷涂,问题往往很具体:设备上有结垢和粘料,拆洗频繁;酸碱介质一上来,基材很快发乌点蚀;滑动部位干磨发热,越用越涩。想做氟树脂涂层,又担心涂层一烤就起泡,装配一压就掉边。说到底,工业喷涂不是“喷上去就行”,它更像一套从基材到工况的配合。
我们在河北石家庄做特氟龙加工多年,日常接触最多的是泵阀、滚筒、治具夹具、料斗内衬、螺旋输送部件、换热相关零件。客户搜索“石家庄特氟龙加工喷涂涂层”时,真正想确认的无非三件事:涂层在自己工况里扛不扛得住,尺寸和装配会不会受影响,交期和返工风险能不能控住。
我这件零件适合做PTFE还是PFA还是ETFE
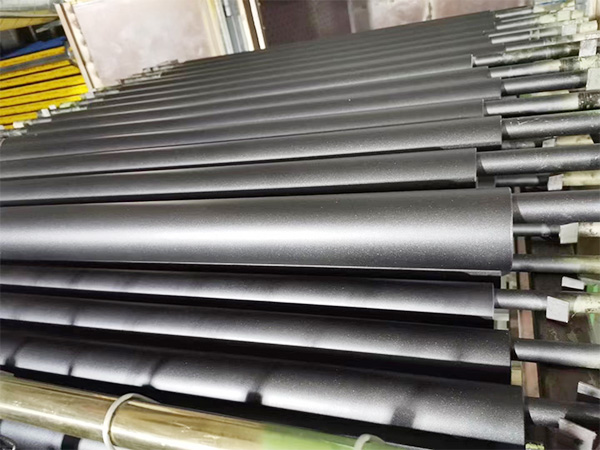
选材先看介质和温度,再看零件形状和清洗方式。PTFE涂层的低摩擦和不粘表现很突出,很多粘稠物料、粉体挂壁、脱模困难的场景,用PTFE能明显减少残留,清洗也省事。它更像“让表面变滑”的方案,适合追求防粘和易清洗的工况。
PFA喷涂在致密性和耐介质方面更讨工业客户喜欢,遇到强腐蚀、长时间浸泡、清洗频次高的场景,PFA的综合稳定性更稳一些。若零件需要更“像衬里”的效果,希望孔隙率更低、渗透更小,通常会优先评估PFA体系,具体厚度和烘烤窗口以实际评估为准。
ETFE涂层更偏向耐磨与抗冲击的平衡,适合有一定机械摩擦、装配接触更频繁的零件。很多客户担心氟涂层“耐腐蚀可以,耐磨不行”,其实要看配方、厚度、表面粗糙度和接触形式。点接触和边缘刮擦最难伺候,方案上通常会从倒角、接触面改造、涂层体系组合一起考虑。
想要不粘和耐腐蚀,工艺细节比材料名字更要紧
工业不粘涂层能不能稳定工作,底层附着力是根。基材前处理不到位,后面再好的氟树脂涂层也容易在边口起皮。宏远喷涂做耐腐蚀喷涂时,习惯先把零件的“真实状态”摸清楚,包含材质、原表面处理、是否有焊缝气孔、是否有油污渗透。很多起泡问题不是烤箱的问题,而是零件内部残留挥发物被热激出来。
厚度控制也是客户容易踩坑的地方。涂厚了,尺寸回不去,装配干涉,孔位和配合面会变紧;涂薄了,耐磨和耐介质的余量不够,局部先露底。我们更愿意把“允许的厚度区间”在开工前确定下来,哪些面需要遮蔽,哪些面可以加厚,哪些位置必须保留金属接触面,避免现场装配再返工。
还有一个常被忽略的点是边缘处理。边角锋利的位置,本身就是涂层应力集中点,搬运或装配轻轻一碰就容易崩边。做特氟龙加工时,能倒角的尽量倒角,能做圆角过渡的尽量做圆角过渡。零件结构不允许修改时,我们会在工艺上尽量把边口做“缓和”,降低后期使用中的剐蹭风险。
寄件加工怎么配合,才能把交期和质量都控住
宏远喷涂在石家庄接全国寄件加工,配合顺不顺,关键看信息给得准不准。建议客户寄件前把工况写清楚,介质成分、最高温度、是否有蒸汽清洗、是否会有硬颗粒摩擦。很多零件看着一样,用在不同生产线,失效模式完全不同。工况说得清,我们选PTFE涂层、不粘涂层体系还是更偏耐磨的方案,心里就有底。

包装也别马虎。氟涂层做完后表面很“干净”,磕碰划伤最冤。寄回去途中,金属件互相碰撞很容易在边口留下伤痕。我们通常建议单件隔离、边角加护,能用定制泡棉就别用松散填充物。客户如果有装配基准面或密封面,提前标注出来,我们按面做遮蔽或保护,避免装回去再二次处理。
检验方式也要提前对齐。外观、附着力、厚度、孔隙风险这些项目,怎么判定合格最好在下单前就讲明白。工业喷涂不是艺术品,允许的轻微色差、局部纹理、边口过渡状态,需要和使用场景匹配。把标准写清楚,返工概率会明显下降。
常见问题
1. 涂了特氟龙会不会影响尺寸和装配
会有影响,影响多少取决于涂层体系和目标厚度。配合面、孔位、密封面通常需要做遮蔽或留量设计。宏远喷涂一般会在评估时让客户确认关键尺寸,按装配要求确定可接受的厚度区间,以实际评估为准。
2. 涂层能不能同时做到耐腐蚀又耐磨
可以做平衡,但要看磨损形式。轻载滑动、低速接触,氟树脂涂层表现通常很稳;硬颗粒冲刷、金属刮擦边缘,这类属于高风险工况,往往需要在结构倒角、接触材质、涂层体系上一起调整,单靠“加厚”不一定解决问题。
3. 全国寄件加工需要提供哪些信息
建议至少提供材质、使用介质、温度范围、清洗方式、关键尺寸和需要遮蔽的区域。若零件之前做过喷砂、电镀、阳极或旧涂层,最好一并说明。信息越完整,石家庄特氟龙加工喷涂涂层的方案落地越快,交期也更可控。
如果你手上的零件正卡在粘料清不掉、腐蚀扛不住、滑动发涩这些问题上,可以把工况和零件照片发过来,宏远喷涂按实际使用条件给出PTFE、PFA、ETFE的可选涂层思路和加工注意点。需要寄件加工的话,也可以一并确认包装与检验标准,省下后面反复沟通的时间。