工厂设备一上量,最烦的不是换新件,是停机。粘料、结垢、腐蚀点蚀、摩擦发热,都是典型的“慢性病”。很多客户来找宏远喷涂,目的很明确:零件别再粘、别再锈、别再难洗,能跑得久一点,清理维护省点人手。石家庄特氟龙etfe喷涂加工这类需求里,涂层选对了,前处理做扎实了,效果差距很明显。
你遇到的粘料结垢问题多半不是材料差而是表面系统没配好
同样是防粘,ETFE喷涂、PTFE涂层、PFA涂层的手感和耐受点不一样。ETFE的韧性和耐磨表现更均衡,适合有轻度冲刷、频繁装卸的工装件。PTFE低摩擦更突出,很多滑动部位、导向面会优先考虑。PFA更偏向高洁净和更细腻的表面效果,遇到介质要求严、清洗要求高的工况会更合适。到底选哪种,还是得回到现场温度、介质、摩擦方式、是否有颗粒这几个条件上,以实际评估为准。
客户常见的误区是只盯着“涂层种类”,忽略了底材状态和结构细节。比如边角尖锐、孔口薄边、焊缝过渡粗糙,涂上去也容易在应力集中处先磨穿。再比如已经被酸碱长期侵蚀的基材,表面有微孔和疏松层,附着力怎么做都上不去。宏远喷涂一般会先看零件用途和失效位置,再决定耐腐蚀喷涂的方案和膜厚区间,避免一开始就走偏。
耐用不耐用关键看前处理和附着力而不是涂得厚
氟树脂涂层的优势在表面性能,不代表可以忽略基础工艺。对工业零件而言,前处理决定了涂层“抓不抓得住”。常规做法包括脱脂清洗、喷砂粗化、必要的化学处理和烘干控水,最后进入喷涂与固化。工件带油、带水、带盐雾残留,后面再好的喷涂手法也很难补救,早期起泡、针孔、边缘脱落就会冒出来。
膜厚也不是越厚越好。太厚会让细小配合面超差,受热后内应力变大,冲击下更容易崩边。太薄又扛不住磨耗和介质渗透。宏远喷涂在做特氟龙加工时,会和客户确认配合尺寸、公差敏感面、装配方向,能遮蔽的会提前遮蔽,必须保留金属基体接地或导通的区域也会提前说明。这样做出来的PTFE涂层或ETFE涂层,才是能上机跑的状态,而不是只看外观。
哪些零件适合做ETFE或PTFE不粘涂层
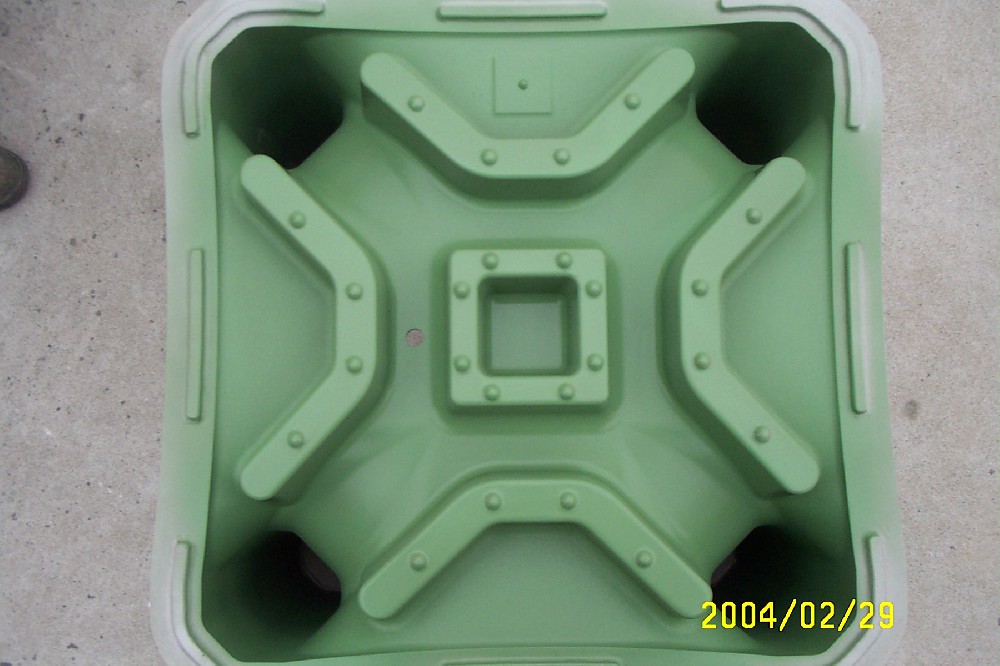
防粘和易清洗需求最常见的场景,是粉体、胶料、糖浆类、树脂类物料接触面,还有各类需要频繁清洗换型的接触部件。做了不粘涂层加工后,物料不容易挂壁,清理时间会缩短,刮擦对基体的伤害也会小一些。对于结垢明显的工况,低摩擦表面能减少附着起点,配合工艺清洗频次,往往能把“越用越难洗”的状态拉回来。
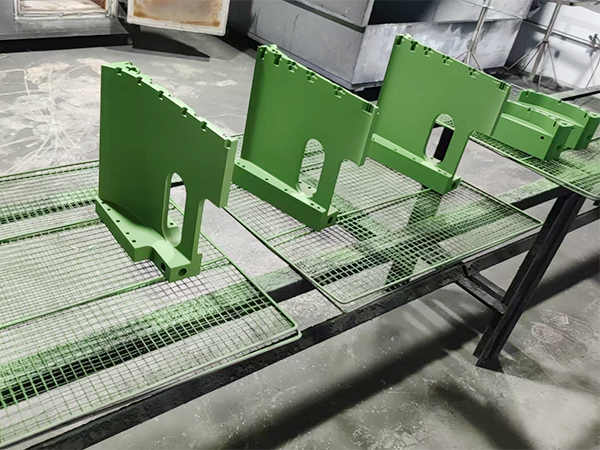
耐腐蚀是另一类刚需。酸碱、盐雾、溶剂环境下,金属件的点蚀和缝隙腐蚀一旦起头,后面扩展很快。氟树脂涂层在抗化学性上表现稳定,适合阀门零部件、泵体局部、管件内壁、反应釜附件、治具夹具等。零件结构复杂、有盲孔深槽的,工艺上需要更谨慎,喷涂覆盖与排气固化要跟得上,宏远喷涂会按结构调整挂具方式和喷涂顺序,尽量减少阴影区薄涂。
很多客户在意“能不能全国寄件”。宏远喷涂在河北石家庄接寄件加工更常见,包装上建议把配合面单独保护,边角加硬护角,避免运输磕碰导致涂层崩边。到件后先做外观与尺寸复核,再进入评估与工艺排产。石家庄特氟龙etfe喷涂加工这类项目,前期把工况信息给全,返工率会低很多,交付也更稳。
常见问题

1. 我这个工况用ETFE还是PTFE更合适
先看磨耗和冲击,再看温度和介质。冲刷磨耗、频繁装卸的部位,ETFE更偏耐磨韧性;追求更低摩擦、滑动更顺的面,PTFE更占优势。介质强腐蚀、清洁要求高的,还可能需要PFA体系。最终还是以实际评估为准,建议提供介质、温度范围、是否有颗粒、失效照片。
2. 涂了特氟龙会不会影响尺寸和装配
会有影响,所以必须先确认公差敏感面。宏远喷涂通常会在来件时标出需要遮蔽的配合面、螺纹、定位孔,膜厚控制在可装配范围内。装配紧配合的零件,不建议把所有表面都涂满,做局部功能面更稳。
3. 寄件加工周期一般多久
周期取决于零件数量、结构复杂度、是否需要返修处理和当前排产。常规件在排产顺畅时会更快,结构复杂、要求高的耐腐蚀喷涂会预留更多工序时间。建议先发图纸或拍照标注尺寸与使用工况,宏远喷涂评估后给到更贴近现场的交期。
涂层这件事,客户最终只看两点:能不能解决现场问题,能不能稳定复现。你这边把零件用途、介质、温度、清洗方式、失效位置发过来,宏远喷涂按工况把PTFE/PFA/ETFE方案、遮蔽范围和注意事项一起对齐。需要做石家庄特氟龙etfe喷涂加工寄件的,也可以顺带沟通包装与运输要求,避免到件就磕伤影响交付。