做化工、环保、食品周边设备的人,找涂层时常遇到同一类麻烦:介质一腐蚀就起泡脱落,粉料一粘就结块难清,运行一段时间摩擦上来零件发热磨损。很多件不是做不了喷涂,是前期选型和底材处理没跟上,后面再返工成本更高。宏远喷涂在河北石家庄做特氟龙喷涂加工(PTFE/PFA/ETFE/ECTFE),全国客户寄件加工是常态,重点就是把涂层性能做稳,把批次一致性做稳。
你要的不是“能喷上去”而是工况下能扛住
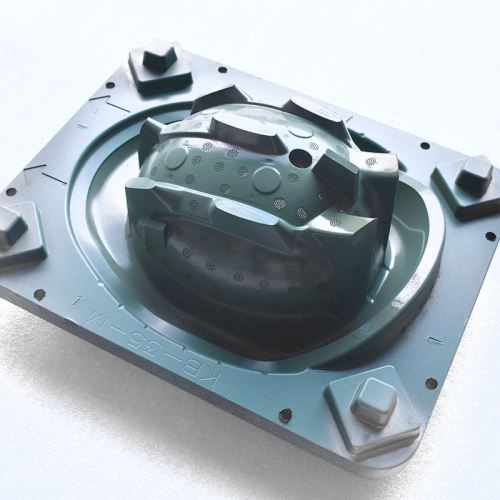
搜索“石家庄特氟龙ectfe喷涂加工”的客户,大多是在找一种能长期工作的表面方案。ECTFE在耐腐蚀这块很有优势,遇到含氯、含酸碱蒸汽、潮湿盐雾等环境,很多应用会优先考虑它。它的耐化学性、致密性和耐渗透能力不错,用在泵阀零部件、反应釜附件、管件内外表面、吸收塔构件等场景比较常见,最终还是看介质浓度、温度、流速和机械冲刷强度,以实际评估为准。
另外一个常见诉求是防粘和易清洗。不粘涂层做得好,清洗周期能拉长,停机时间少,人工也省。PTFE涂层在低摩擦、脱模、抗粘方面口碑一直在,PFA喷涂在更高温度区间、对表面致密度要求更高的场合也更受欢迎。材料不是越贵越好,关键是把介质、温度、磨损形式这些信息交代清楚,选型就不会跑偏。
涂层寿命更大差异在前处理和结构细节
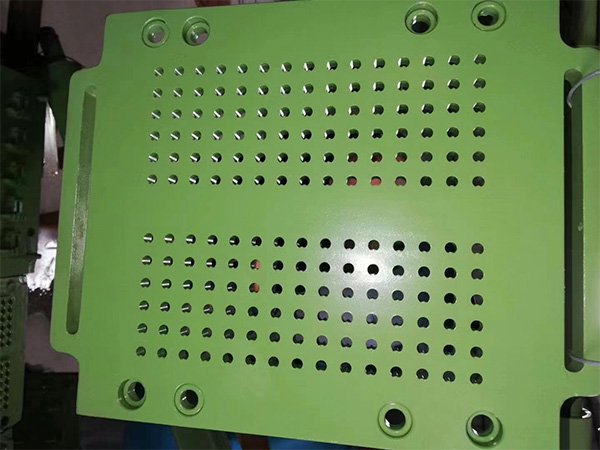
很多失效看起来是“涂料不好”,拆开看往往是附着力基础没打牢。底材的油污、氧化皮、焊渣、孔隙,都会把寿命拉低。宏远喷涂做氟树脂涂层时,会根据基材(碳钢、不锈钢、铝合金等)和零件形状安排脱脂、粗化、清洁、烘干等步骤,粗糙度、边角圆角、装夹遮蔽这些细节也会提前沟通。很多件边口太锐、孔位太深,涂层在尖角处最容易薄,后期从这里开始渗透起皮,这类结构问题提前改一改,比后面补救更划算。
厚度控制也很关键。厚了不等于更耐用,厚到一定程度反而可能带来内应力、热冲击后微裂纹等风险。我们会按用途建议区间厚度,并结合耐磨、抗结垢、密封配合公差等要求去平衡。比如滑动面更看重低摩擦和耐磨,配合面就要考虑尺寸恢复和装配余量,做之前把基材尺寸和允许偏差确认好,返修率会明显下降。
寄件加工怎么配合更省时间
全国寄件做喷涂,最怕来回沟通费时间。我们通常建议客户发货前把三件事准备好:零件用途和介质信息、使用温度范围、需要涂覆的区域和禁涂区域。能给到一张手绘示意也行,标清装配面、密封面、螺纹、定位孔等位置。到件后宏远喷涂会先做外观和可喷涂性检查,有磕碰变形、焊瘤尖角、油污渗入的,会先反馈处理建议,避免喷完才发现装不上。
交期方面,涂层固化和冷却需要时间,不同氟树脂体系的烘烤曲线也不同。我们更愿意把节奏排稳,保证批次一致性和表面质量。若是工装夹具、滚筒、料斗、刮刀、导轨等批量件,建议提前确认表面粗化标准和检验方式,后续复购会更省心。
回到关键词本身,石家庄特氟龙ectfe喷涂加工真正解决的是耐腐蚀喷涂与表面防粘耐磨的长期稳定,不是一次性“喷个颜色”。把工况说清楚,把结构细节修到位,涂层才会在现场替你省停机、少结垢、好清洗。
常见问题

1. ECTFE和PTFE涂层怎么选更合适
看工况优先级。更看重耐腐蚀、致密和抗渗透,ECTFE经常更对路;更看重低摩擦、不粘和脱模性能,PTFE涂层更常用;需要兼顾更高温度区间和致密表面时,PFA喷涂也很常见。具体仍要结合介质、温度、磨损方式评估。
2. 以前喷过但总掉皮起泡一般是哪一步出了问题
最常见是前处理不到位和结构尖角导致的薄涂区失效。底材残油、氧化层、焊渣会削弱附着力,尖角和深孔位置涂层更薄更容易被介质渗透。把清洁、粗化、圆角处理和遮蔽要求提前确定,效果会稳定很多。
3. 寄件到石家庄喷涂需要注意哪些细节
建议随件附上用途说明、介质与温度范围、涂覆区域示意,装配面和公差要求要标清。零件尽量做基础去油去锈,避免运输中碰伤关键面。到件后我们会复核可喷涂性并给出工艺建议,确认后再进入喷涂与固化流程。
如果你这边有零件图纸、现场介质信息,或者只是一句“老结垢不好洗”“老腐蚀漏点”,也可以直接发过来。宏远喷涂在石家庄做全国寄件加工,会按实际工况给出材料体系建议和可行的涂层方案,把防粘、耐腐蚀、耐磨和易清洗这些需求落到可执行的工艺上。