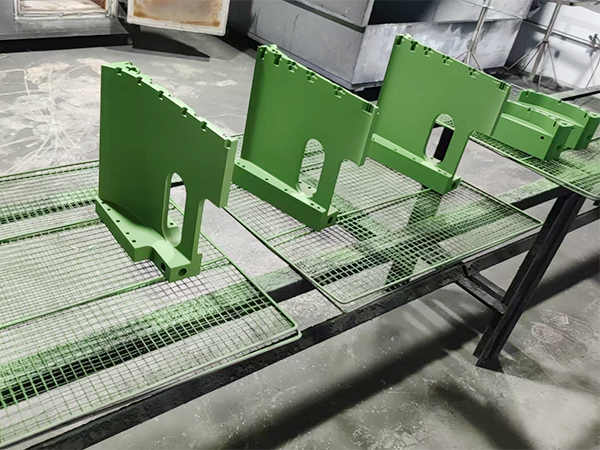
化工、环保、电镀、制药这些工况里,零件被介质一泡、被结垢一糊,现场最先难受的往往不是设备本体,而是阀门小件、泵壳内腔、搅拌部件、刮刀导轨这些“跑在前面挨打”的部位。要防粘、要耐腐蚀、要低摩擦,还要装回去尺寸别乱,很多客户就会搜到石家庄特氟龙ectfe喷氟加工。宏远喷涂在河北石家庄做工业件氟树脂涂层代工,全国寄件加工居多,大家问得最多的也就几件事:涂层选PTFE还是ECTFE,能用多久,返修麻不麻烦。
ECTFE和PTFE这类特氟龙涂层到底差在哪
先把话放前面,涂层不是越贵越好,关键看介质、温度、磨损形式和清洗频率。PTFE涂层大家更熟,表面能低,手感“滑”,做不粘涂层和低摩擦特别拿手,清洗也省事。PFA的致密性和成膜性更均衡,常见在对耐渗透、耐化学性有要求的内衬或内腔件上。ETFE机械强度更突出一些,适合既要化学稳定又要耐冲击的场景。至于ECTFE喷涂加工,很多工况是奔着它的耐渗透、耐化学介质以及相对更强的机械性能去的,尤其是有些含氯、氧化性介质或清洗工况频繁的部位,会更在意涂层的致密和耐久。
客户常遇到的一个坑是只盯“耐腐蚀”,忽略了磨损。比如粉料输送、浆料搅拌、含固体颗粒的循环冲刷,单纯靠防腐性能不够,涂层还得扛得住摩擦和冲击。宏远喷涂在评估时会把磨损来源拆开看,是颗粒磨耗、刮擦磨耗,还是装配时的边角切割。涂层体系、底材前处理、膜厚范围都得跟着变,参数以实际评估为准。
客户最在意的三件事起皮鼓包尺寸超差
工业件做特氟龙加工,做坏了不只是重喷的成本,更多是停线成本。起皮鼓包通常和三个环节有关:基材表面状态、前处理质量、喷涂固化窗口。铸件气孔、焊缝夹渣、应力裂纹,这些问题在喷涂前不处理,后面再好的涂料也压不住。宏远喷涂接到来件,会先看基材材质、粗糙度目标、边角倒角、螺纹保护方式,必要时建议客户先做机加工修整或局部补焊打磨,再进入喷涂流程。
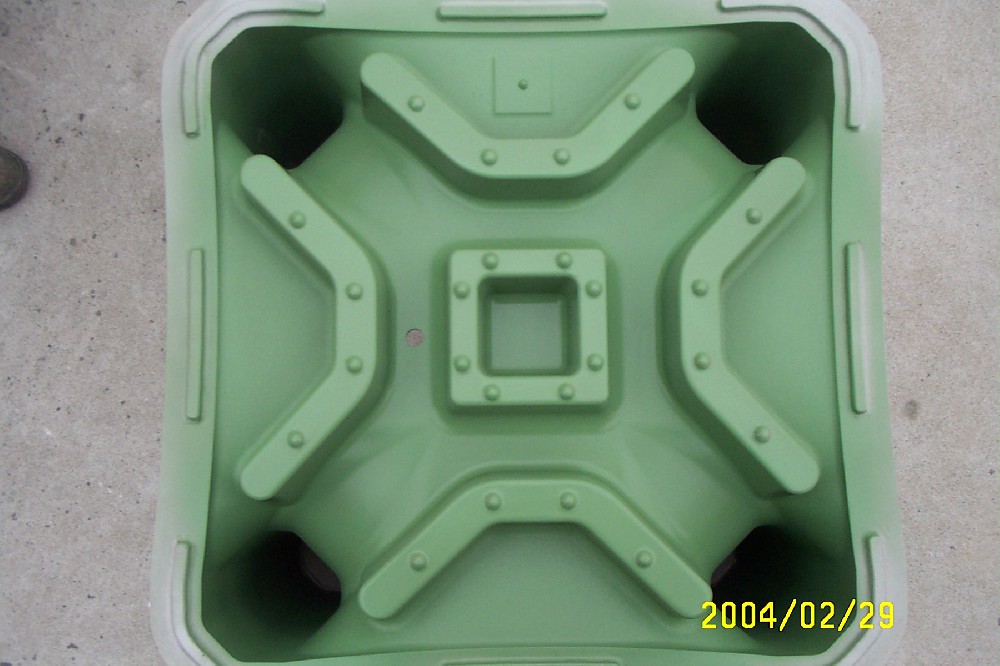
尺寸超差是另一个高频问题。涂层是“长在”零件上的,膜厚一上去,配合面、密封面、插装孔就会变紧,装配工人最先骂街。处理方式不是一句“薄喷”就能解决,而是把功能面分区管理。该做耐腐蚀喷涂的内腔面、导流面、易结垢面优先保证覆盖与致密;装配定位面、螺纹、密封槽按需要做遮蔽或留量。我们更愿意在下单前把图纸和装配关系过一遍,省得件到了现场装不进去。
还有一种返修难,是因为使用环境把涂层“打穿”了。像频繁热冷交替、蒸汽冲洗、强碱强氧化清洗,都会加速疲劳。此时与其纠结单次膜厚,不如把维护节奏和清洗方式一起优化。涂层能解决的是表面性能,工况管理做得好,寿命差异会非常明显。
寄件喷涂更怕来回折腾这些细节得提前定

宏远喷涂在石家庄,面向全国做寄件加工,效率很多时候取决于前期信息给得齐不齐。来件前建议把介质名称、温度区间、是否有颗粒、是否需要食品或医药接触等级、清洗方式写清楚。图纸不方便给也没关系,关键尺寸和配合方式至少要标明。我们常见的做法是按零件用途建议氟树脂涂层体系,确认遮蔽区域、膜厚范围、外观要求,再安排喷涂与固化。
包装也别大意。涂层面最怕硬碰硬的磕伤和边角压伤,寄件建议每件单独隔离,接触面用软质材料包覆,箱内固定别晃。返件时同样如此,尤其是已加工好的密封面和配合面,磕一个点就可能漏。很多客户把喷涂当成“最后一道工序”,其实从运输到装配都是工艺链的一部分。
在涂层性能上,客户最常提到的关键词是防粘、耐腐蚀、耐磨、易清洗、低摩擦、抗结垢。喷涂能把这些特性组合出来,但前提是选材和工艺匹配。比如想要更顺滑的脱模与低摩擦,PTFE涂层会更常见;想要更耐介质渗透、更耐化学,ECTFE喷涂加工会更常被拿来对比。具体选型仍要落回到实际介质与工况,以实际评估为准。
常见问题
1. 石家庄特氟龙ectfe喷氟加工能做哪些零件类型
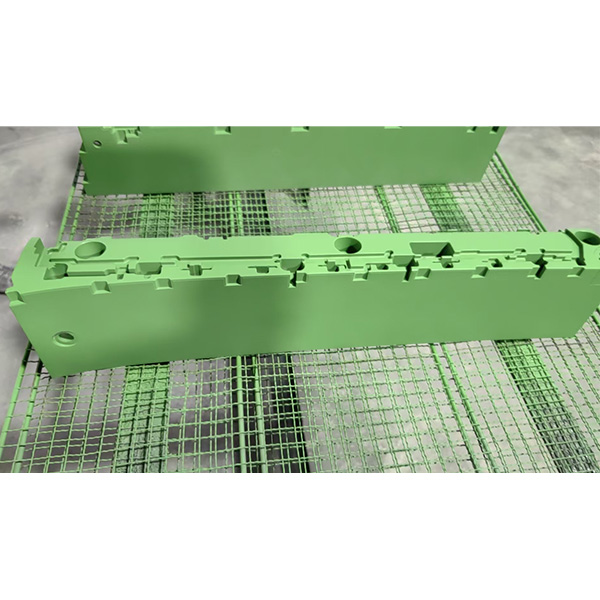
常见是阀门内件、泵壳内腔、管件、搅拌桨叶、料斗、刮板、导轨、紧固件等。只要基材适合喷涂并能满足固化温度要求,多数工业件都能评估。薄壁件、焊接件、带深孔内腔件需要提前确认夹具与喷涂可达性。
2. 涂层厚度做多厚合适会不会影响装配
膜厚要跟功能走,防腐更看覆盖与致密,耐磨还要兼顾抗冲刷能力。装配配合面通常需要遮蔽或预留加工余量,避免装不回去。宏远喷涂一般会在下单前确认配合关系和关键尺寸,按零件分区控制,具体以实际评估为准。
3. 涂层掉了能不能局部补喷
局部补喷是否可行取决于失效面积、基材腐蚀程度和边界过渡要求。很多工业件为了可靠性会建议整体返修重做前处理与喷涂,局部补涂更适合轻微刮伤的功能面。来件后我们会先做表面状态检查,再给出返修方案。
需要评估PTFE/PFA/ETFE/ECTFE哪种更适合你的介质和磨损方式,可以把零件照片、使用工况、关键尺寸发给宏远喷涂。人在石家庄,寄件加工全国都能接,前期把信息对齐,后面工期、质量和装配就顺很多。