设备卡料、挂壁结垢、清洗费时,这些问题不少都能从涂层上解决。但很多项目返工也出在涂层上:一批做完刚装上去挺顺,跑不了多久就起皮、掉粉、局部发白,或者越用越粘。客户搜“石家庄铁氟龙喷涂加工”,通常不是想听材料名词,而是想把工况里最难受的那件事处理掉,并且交期稳、尺寸不跑偏、验收有依据。
宏远喷涂在河北石家庄做特氟龙加工多年,常接到全国各地寄件加工的零件。我们更关心两件事:你的零件在现场怎么用,失败时会以什么方式失败。把这些问清楚,PTFE涂层、PFA、ETFE该怎么选,前处理做多深,厚度做到多少,心里就有谱了。
你关心的防粘耐腐蚀耐磨到底靠什么实现
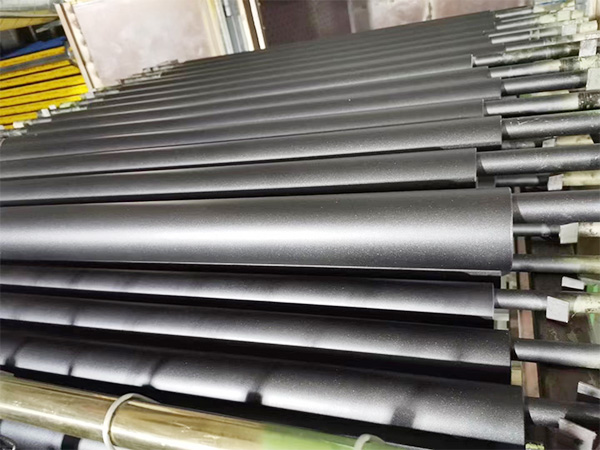
不粘涂层的体验感来自表面能和表面状态。用在粉体、胶料、糖浆、树脂、沥青一类介质上,客户最直观的要求是少挂料、少清理、停机时间短。PTFE这类氟树脂涂层摩擦系数低,清洁时不需要用力刮,刮刀和钢丝球用得少,基层被划伤的风险也就低一些。
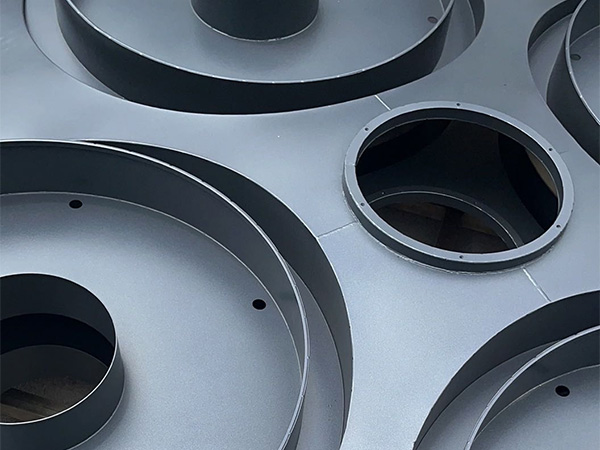
耐腐蚀喷涂更多是跟介质和温度打交道。酸碱、盐雾、溶剂、漂洗液,腐蚀形式不一样,涂层体系也会跟着调整。PFA在一些需要更高致密性和更好耐渗透的场景里更合适,但结构件的边角、焊缝、孔内这些位置更考验喷涂工艺和固化管理。我们做评估时会把“最难涂到的地方”单独拎出来看,避免整件都达标,偏偏薄弱点先出问题。
耐磨这件事经常被误解。氟树脂的低摩擦不等于耐刮耐砂冲,现场有颗粒冲刷、金属滑动、硬质刮擦时,涂层体系要兼顾硬度、韧性和附着力。厚度也不是越厚越好,过厚更容易因内应力、热胀冷缩差异导致开裂或剥离。具体以实际评估为准,我们通常会根据摩擦形式、载荷、速度给出更稳妥的做法。
寄件来做石家庄铁氟龙喷涂加工你需要提前确认这些细节
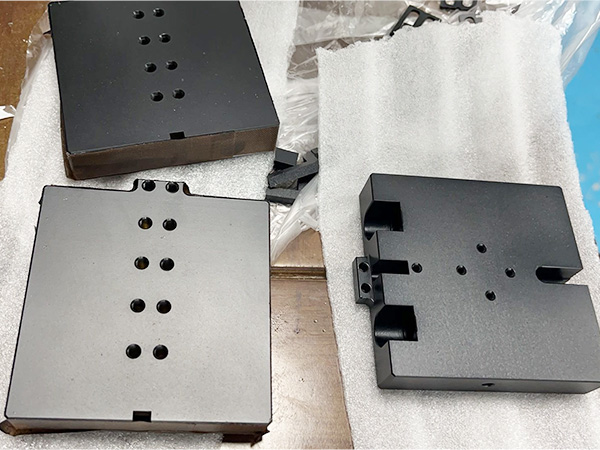
工业件寄件加工,最怕的是来回折腾。第一步是把底材和使用温度说清楚,铝件、碳钢、不锈钢、铸铁、铜件,对前处理要求不一样。底材表面有油污、锈蚀、氧化皮、焊渣,后面再好的氟树脂涂层也压不住。宏远喷涂会先按零件状态决定脱脂、喷砂或其他处理深度,目的只有一个:让涂层“咬住”基材,不靠运气。
第二步是尺寸和配合面要标出来。很多零件是带公差装配的,涂层厚度会占空间,螺纹、孔径、轴颈、密封面这些位置需要遮蔽或控制厚度。我们接到寄件时,常见的情况是客户只说“整体喷”,装配后才发现过盈。把关键配合面在图纸或照片上圈出来,沟通效率高,返工概率会明显下降。
第三步是验收口径提前定。外观、针孔、附着力、厚度范围、耐介质要求,这些越早确定越好。工业喷涂不是做展示件,外观追求“镜面”往往会牺牲一些实用性。宏远喷涂更倾向于把重点放在易清洗、抗结垢、低摩擦这些使用结果上,验收标准也围绕这些结果来定,双方都省心。
从选材到固化控制涂层稳定性靠工艺细节撑着
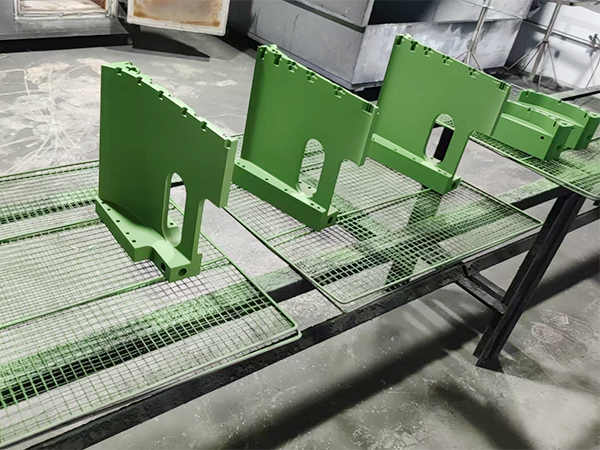
同样叫特氟龙喷涂加工,不同的体系差别很大。PTFE、PFA、ETFE各有适用范围,选择时不只看“耐温”两个字,还要看介质是否渗透、是否有蒸汽冲刷、是否有频繁冷热循环。ETFE在部分需要更强韧性的场景里表现更均衡,但也需要结合零件形状和使用环境判断。
前处理之后的喷涂和固化是稳定性的核心。厚度均匀性、边角覆盖、孔内有效涂覆,靠的是喷涂手法、工装和过程控制。固化环节更不能含糊,温度曲线不对会影响涂层致密性和附着力,表现出来就是使用中发白、起泡、局部脱落。我们做每批件时会按工件体量和结构调整装炉方式和保温策略,避免“大件没吃透、小件过烤”的情况。
很多客户在意交期,这很正常。但喷涂不是越快越好,尤其遇到深孔、细槽、复杂焊接件,前处理和烘干必须到位。宏远喷涂在石家庄承接全国寄件加工,会在确认工况和验收口径后给出更贴合实际的工期预期,减少催交和反复改要求带来的时间浪费。石家庄铁氟龙喷涂加工做得稳,靠的是每一步都不省。
常见问题
1. 我这件喷完能用多久要怎么预估

寿命主要取决于摩擦形式、介质腐蚀性、温度波动和清洗方式。我们一般会先问现场是否有颗粒冲刷、是否用硬刮刀清理、是否长期浸泡,再结合涂层体系和厚度给出预期区间。具体以实际评估为准,必要时建议先做小批试用,验证后再放量。
2. 有些位置以前总掉涂层是怎么回事
高发区域通常在尖角、焊缝、边缘、深孔口和受力滑动点。原因多半是前处理不到位、边角应力集中、局部厚度过厚或固化不足。我们会建议倒角、优化遮蔽、调整厚度范围,有些结构件需要在设计或加工阶段就为涂层留出空间。
3. 寄件加工怎么包装更安全
涂前寄件建议用硬质箱体或加固纸箱,零件之间用隔板分开,避免金属互相磕碰把边角撞伤。涂后件表面更怕硬物划伤,回寄时我们会按涂层特性做防护。发货前把零件清单、关键配合面说明和使用介质温度写清楚,沟通会顺很多。
如果你正在找石家庄铁氟龙喷涂加工,建议把零件照片、尺寸范围、底材、介质和温度先发过来,顺带说明最想解决的症状是粘料、腐蚀还是磨损。宏远喷涂会按工况给出PTFE/PFA/ETFE的涂层建议、需要遮蔽的位置和验收口径,确认后再安排寄件加工,更贴近现场使用,也更少走弯路。