零件一旦粘料、结垢、腐蚀,现场就会变成反复停机、刮洗、换件。很多客户拿着已经“跑冒滴漏”的部件来问,能不能做个涂层顶一顶。经验上看,问题不在喷一层“黑不溜秋”的漆,而在涂层体系选得对不对,前处理到不到位,膜厚和固化工艺是不是跟工况匹配。宏远喷涂在河北石家庄做特氟龙喷涂加工多年,PTFE/PFA/ETFE这类氟树脂涂层做得多,支持全国寄件加工,适合把零件的防粘、耐腐蚀、耐磨和易清洗能力拉上来。
你这件东西适不适合做特氟龙喷涂
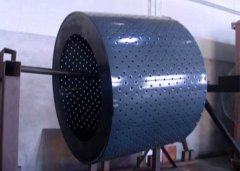
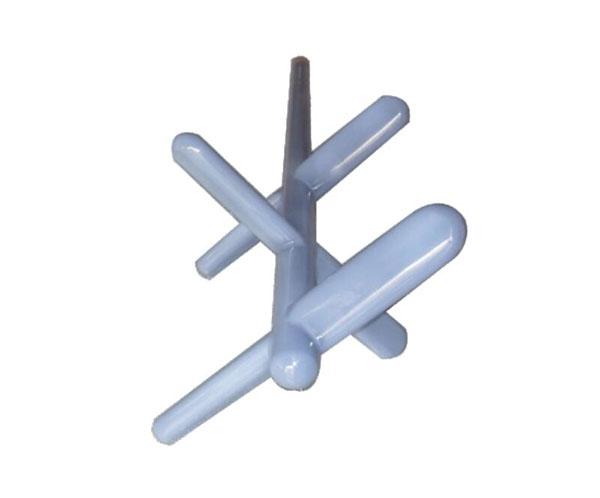
先看使用场景。常见需求集中在不粘和抗结垢,比如粉体输送部件粘粉、灌装料斗挂料、模具脱模不顺、搅拌桨叶结垢难清。PTFE涂层的低表面能带来的低摩擦和不粘效果比较直接,清理频率通常能明显下降。对一些靠滑动配合的部件,摩擦系数降下来,发热和拉伤也会缓和。
再看介质和温度。碰到酸碱盐雾、溶剂蒸汽、潮湿冷凝这些环境,耐腐蚀喷涂的价值更大。氟树脂涂层对多种化学介质稳定,适合泵体附件、阀门零件、反应釜周边构件等做防护。温度、压力、冲刷、颗粒磨耗这些变量也要一起算进来,涂层耐久性不是单一指标决定的,最终以实际评估为准。
最后看基材和结构。碳钢、不锈钢、铝合金的喷涂路径不一样,薄壁件、长腔体、盲孔深槽会影响涂层均匀性。寄件过来的零件,宏远喷涂通常先做外观和尺寸复核,确认遮蔽区域、装夹位置、膜厚敏感面,再定具体工艺。
PTFE PFA ETFE怎么选更贴合工况
不少客户上来就问“做PTFE还是PFA”,其实核心是你要的性能优先级。PTFE涂层强调不粘和低摩擦,属于很多工况的通用选择,适合降低挂料、改善脱模、减少清洗难度。对于需要兼顾更致密的涂膜、对介质渗透更敏感的场景,PFA体系在一些项目上会更合适。ETFE在耐冲击、耐磨方向也有它的用武之地,尤其是零件有一定机械冲刷或装配碰擦的情况,会更容易谈到它。
涂层不是“越厚越好”。膜厚太大,转角位容易堆积,配合面可能超差;膜厚太薄,耐磨和屏蔽性又不够。宏远喷涂在方案里会把膜厚目标、表面粗糙度范围、遮蔽要求写清楚,避免客户装回去才发现卡死、漏装或配合异常。对密封面、螺纹、导向面这些关键位置,通常要明确哪些区域不喷、哪些区域控厚。
还有一个经常被忽略的点是底层体系。很多耐久性问题出在附着力上,前处理、底涂与面涂的匹配,比“喷没喷”更重要。遇到腐蚀介质、冷热循环、蒸汽冲洗这种工况,涂层体系要更稳,靠单一面涂硬扛,时间一长边缘起皮的概率会增加。
前处理和喷涂工艺决定耐用程度
工业件做特氟龙加工,前处理是“基本功”。旧件返喷常见残胶、结垢、锈蚀、油污,清理不干净,后面再好的材料也白搭。宏远喷涂会按件况做脱脂、表面处理、必要的粗化处理,确保涂层有可靠的机械咬合与体系结合。对有历史涂层的零件,先评估能不能彻底去除,再决定是否进入喷涂流程。
喷涂本身讲究均匀性和边缘控制。很多零件不是简单的平面,内腔、长管、异形面需要考虑枪距、走枪角度、遮蔽与挂具。涂层固化环节同样关键,温度曲线和保温时间不合适,涂膜性能会偏离预期。宏远喷涂在生产中会根据零件尺寸、基材导热、涂层体系调整工艺窗口,具体以实际评估为准。
对于客户最关心的“能用多久”,我们通常不承诺脱离工况的固定周期。介质浓度、清洗方式、刮擦频率、装配干涉、是否带砂粒冲刷,这些都会把寿命拉开很大差距。能做的是把该做到的工艺细节做到位,把风险点提前讲出来,让涂层的表现更可控。
常见问题
1. 全国寄件到石家庄宏远特氟龙喷涂中心要准备什么信息
建议随件附上使用工况描述,包括介质类型、温度范围、是否有颗粒磨耗、清洗方式和期望改善点。再提供关键尺寸要求,哪些面是配合面、密封面、螺纹孔需要遮蔽。照片能帮助判断结垢位置和磨损方向,沟通效率会高很多。

2. 旧件掉涂层了还能再做不粘涂层吗
多数情况下可以做,但前提是旧涂层能有效去除,基材没有被腐蚀到影响强度或尺寸。遇到深腐蚀坑、边缘薄弱、长期高温导致变形的零件,可能需要先修复或更换,再考虑喷涂,具体以到件评估为准。
3. 做了氟树脂涂层会不会影响装配尺寸
会有影响,因为涂层本质上增加膜厚。关键在于提前确认控厚区域和遮蔽区域。对轴孔配合、滑动导向、密封接触面这类位置,宏远喷涂会在方案里明确处理方式,避免装配干涉或密封失效。
你手上的零件到底要解决粘料、腐蚀还是磨损,选PTFE、PFA还是ETFE,往往一两句说不完。把工况和零件照片发过来更实在。需要寄件加工时,直接按包装防磕碰寄到石家庄,宏远喷涂按到件情况评估工艺路线和交期。搜索到石家庄宏远特氟龙喷涂中心的客户,通常就是要找一个能把细节做扎实的加工点,沟通清楚后再开工,后续使用会省心很多。