做过四氟涂层的人都见过这种返工场景:新涂层刚上机,开始几天很顺,后面越用越粘;清洗时一刮就掉粉,甚至局部起皮;还有的在酸碱介质里泡一段时间,边缘开始渗蚀。客户来找石家庄四氟涂层厂家,表面上问的是价格,真正卡住决策的还是三个点:能不能按工况选对体系、能不能把前处理和烘烤做扎实、能不能稳定复现同一批的性能。
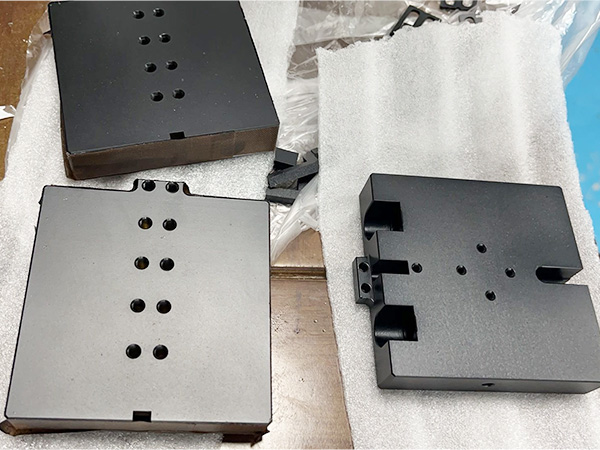
宏远喷涂在河北石家庄做PTFE/PFA/ETFE喷涂加工,很多件是外地寄过来返修或改涂。我们更愿意先把使用环境、温度区间、摩擦方式、清洗手段聊清楚,再定涂层方案。四氟不是万能的,选对了才耐用。
你要的不是“涂上去”而是能用住的四氟性能
客户最常提的是不粘和好清洗。PTFE涂层的低表面能能明显改善粘附问题,像粉料、胶料、食品料浆、黏性树脂这类工况,涂层状态好时,附着会少一大截,停机清理的时间也能缩短。很多人忽略了一个细节:不粘感受来自表面状态和孔隙控制,喷涂只是起点,固化曲线和膜层致密度更关键。
第二个是耐腐蚀喷涂的诉求。酸洗、碱洗、盐雾、清洗剂循环这些环境,底材一旦被介质从缺口“咬”进去,涂层边缘很快就会翻边。四氟体系本身耐化学性强,但前提是边角、孔位、焊缝这些位置在前处理和遮蔽时没留隐患。我们通常会根据结构做倒角建议和遮蔽方案,减少尖角薄膜位,避免使用中被机械冲刷先打穿。
第三个是耐磨和低摩擦。很多零件不是单纯静态防粘,而是有滑动、滚动、刮擦。氟树脂涂层的摩擦系数低,能减轻粘滑和卡滞,但耐磨更多取决于膜厚设计、底涂体系匹配、表面粗糙度控制。膜厚并不是越厚越好,过厚容易内应力大,热冲击后更容易裂。具体厚度以实际评估为准。
工艺里最容易被忽视的两步前处理和烘烤
同样叫特氟龙加工,做出来差别往往出在看不见的地方。底材表面不干净,后面再好的面涂也抓不住。常见底材有碳钢、不锈钢、铝合金,前处理会按材质选脱脂、喷砂或化学处理的组合,目标是把油污、氧化层、旧涂层残留彻底清掉,同时建立合适的粗糙度,让底涂咬得住。前处理做虚了,早期起泡、针孔、边缘脱落会集中出现。

烘烤更是“看工厂功底”的地方。PTFE、PFA、ETFE的固化窗口和流平特性不一样,温度曲线、保温时间、升温速率都会影响成膜。温度偏低,涂层会发干、致密性差;温度偏高,容易变色、脆化,甚至影响基材。我们在排产时会把件的质量、厚薄差、结构遮挡考虑进去,避免同炉件温差过大造成性能波动。
还有一个现实问题是返修。很多客户寄来的件,原涂层已经部分碳化、局部渗蚀。旧膜不彻底清除,新膜覆盖后仍会沿着旧缺陷扩展。宏远喷涂通常会先判断可不可以经济返修,能返修就制定剥离和重建工艺,不能返修会把风险提前说明,避免客户花了加工费却解决不了根因。
寄件加工怎么配合更省时间少踩坑
全国寄件到石家庄做四氟喷涂并不少见,关键是前期信息要给够。我们建议客户随件带上使用说明,至少包含介质类型、温度范围、是否有刮刀接触、清洗方式、期望的表面效果。照片也很有用,尤其是装配位置、密封面、配合公差的细节。四氟涂层会带来尺寸变化,装配间隙紧的件更需要提前确认可接受的膜厚范围。
包装也别随意。涂层最怕硬碰硬摩擦,尤其是长件、薄片、带边口的结构。寄件时用软隔离材料把相互接触面分开,避免运输划伤。到厂后我们会做来料检查,确认基材状态、旧涂层情况和关键尺寸,再给出可行的喷涂体系建议。对性能要求高的件,会建议留一块同材质试片一起做,便于后续复检和复现。
很多客户搜索石家庄四氟涂层厂家,其实是想找一个交付稳定、沟通顺畅的长期加工点。喷涂件不怕远,怕的是信息断层。把工况讲清,把结构细节讲清,返工率会明显下降。
常见问题
1 选PTFE还是PFA更合适
PTFE应用面最广,防粘和低摩擦表现稳定,成本也更友好。PFA的成膜致密性和外观更细腻,部分高洁净或更高温的工况会更合适。最终选型要看介质、温度、清洗频率和结构复杂度,以实际评估为准。
2 四氟涂层能不能做在铝件和不锈钢上
可以做,关键在前处理体系和结构细节。铝件对前处理和烘烤更敏感,不锈钢表面钝化层也需要处理到位。边角、孔位、焊缝这些位置要重点控制,避免薄膜和缺口引发的早期失效。
3 用着用着变粘是涂层坏了吗
多数是表面被污染或被微磨损后粗糙度上升,也有可能是温度超过涂层长期工作区间导致表面老化。先看清洗方式和工况是否变化,再判断是否需要抛洗、局部修复或重涂。带着使用条件和失效照片沟通会更快定位问题。
想找靠谱的石家庄四氟涂层厂家,建议把零件用途、使用温度、介质和清洗方式一并发过来,宏远喷涂可以先做工况评估和工艺建议,再安排寄件打样或批量加工。沟通清楚一次,比来回返工省得多。